Research Paper:
Comparative Behavioral Analysis of Expert and Novice Inspectors in Equipment Patrol Inspections
Yuya Mitake*,†
 , Hiroto Kitamori*, Yasushi Umeda*, Jun Ota*
, Masayoshi Kinoshita**, Shogo Tani**, and Fumihiko Nonaka**
, Hiroto Kitamori*, Yasushi Umeda*, Jun Ota*
, Masayoshi Kinoshita**, Shogo Tani**, and Fumihiko Nonaka**
*Graduate School of Engineering, The University of Tokyo
7-3-1 Hongo, Bunkyo-ku, Tokyo 113-8656, Japan
†Corresponding author
**Engineering & Capital Planning Department, ENEOS Corporation
Tokyo, Japan

In the maintenance domain, significant progress has been achieved through the integration of emerging technologies. In this study, we focused on industrial inspection processes, recognizing them as the core maintenance operations. Current technological solutions often rely heavily on models and data specific to the target facilities, often disregarding the critical role of human inspectors. In this study, ws aimed to extract strategic inspection knowledge from expert and novice inspectors in industrial inspections. A field study was conducted at an oil refinery in Japan, focusing on patrol inspections of plant equipment. Three expert inspectors (15–37 years of experience) and three novice inspectors (1–2 years of experience) performed inspections according to standard protocols, including predefined device lists and patrol routes. The results showed that the expert inspectors identified significantly more inspection points and demonstrated flexible inspection strategies based on device mechanisms and risk assessment, whereas the novice inspectors adhered closely to the prescribed procedures. In addition, the expert inspectors dynamically adjusted the inspection depth and focus according to equipment conditions and potential failure risks. These differences indicated that the performance of expert inspectors was driven by the integration of experience-based reasoning and situational judgment. Furthermore, the field study revealed variability in the inspection approaches, which enhanced the overall assessment of the plant by incorporating diverse perspectives. These findings provide concrete insights into the strategic knowledge underlying effective patrol inspections and offer implications for improving inspection training and knowledge transfer.
Comprehensive analysis of patrol inspections using recording and analysis system
1. Introduction
Maintenance is crucial for preserving the operational integrity of factories and plants 1,2. With the advent of Industry 4.0, the digitalization of maintenance has rapidly advanced over the years 3,4 using emerging technologies such as augmented and virtual reality (AR/VR) [5–7], artificial intelligence (AI) 8,9, and robotics [10–13]. These technologies often rely on theoretical models or extensive datasets related to the maintenance targets. Only a few studies have examined the behavior and knowledge of expert engineers working on-site. Despite the advances in digital technology, current systems cannot fully replicate the creativity and adaptability of expert engineers. In practice, expert inspectors consistently identify more failure symptoms compared with novice inspectors—a capability that current digital technologies cannot replicate. Expert inspectors draw on their deep-rooted knowledge and extensive field experience to demonstrate distinctive inspection behaviors 14. However, this invaluable expertise is at risk of being lost due to the impending retirement of experienced engineers.
To address this issue, this study explored the behavioral differences between expert and novice inspectors, with the goal of distilling valuable insights from these differences. The remainder of this paper is organized as follows. The related works with emphasis on the contributions of expert inspectors to inspection processes are reviewed in Section 2. The methodology adopted to analyze the behavior of expert and novice inspectors during inspections is elaborated in detail in Section 3. The findings obtained from the field study conducted at an oil refinery in Japan are presented in Section 4. The results and recommendations for future inspection strategies are discussed in Section 5. Finally, the conclusions drawn based on the key findings of this study are presented in Section 6.
2. Related Works
Numerous studies have focused on expert inspectors, highlighting their specialized skills and methodologies [5, 14–17]. For instance, Ong and Zhu 5 developed an AR system that facilitated remote collaboration between field inspectors and off-site experts. However, this system failed to capture and reuse expert knowledge. A common method used to study expert behavior is to employ eye-tracking technologies 14,17. However, these studies are limited because they primarily observe visual inspection activities while neglecting other sensory modalities such as touch, hearing, and smell, which are critical in factory settings. Moreover, these studies typically focus on the inspection of specific devices and fail to address broader inspection strategies such as the selection and planning of patrol routes. Recognizing these gaps, in this study, we aimed to provide a comprehensive analysis of inspector behaviors across multiple sensory dimensions and operational levels. In particular, we focused on understanding the decision-making processes involved in selecting inspection routes and target devices. Previous studies have frequently overlooked the extraction and analysis of the underlying knowledge that drives inspectors’ decisions, leaving the rationale behind their unique behaviors unexplained. To address these limitations, we conducted a detailed behavioral analysis incorporating as many sensory modalities as possible. We also interviewed inspectors to gain insights into the reasoning behind their actions and decisions, with the goal of extracting and preserving their strategic knowledge.
3. Behavioral Analysis Methodology
This section outlines the methodology used for the behavioral analysis. The primary objective of this study was to extract knowledge underlying expert inspection practices. In particular, eliciting strategic knowledge requires close observations of individual inspectors within real field contexts, where decision-making is deeply embedded in operational understanding and situational constraints. Accordingly, we adopted qualitative research methods, including field observations and semi-structured interviews, to enable an in-depth analysis of inspection practices at the individual level 2,18. The methodology consisted of six steps. We focused on patrol inspections involving routine checks across designated areas of a plant to identify potential abnormalities. For deeper analysis, we categorized inspections into two levels: patrol routes and device inspections. The latter entails a detailed examination of the individual devices encountered along the patrol route. Our methodology involved the following:
-
Documenting and analyzing the behavioral differences between expert and novice inspectors during actual patrol inspections.
-
Conducting interviews to clarify the inspectors’ intentions based on the observed behavioral differences.
-
Extracting strategic knowledge based on the results.
Our methodology consisted of six steps, which are briefly described in the following subsections.
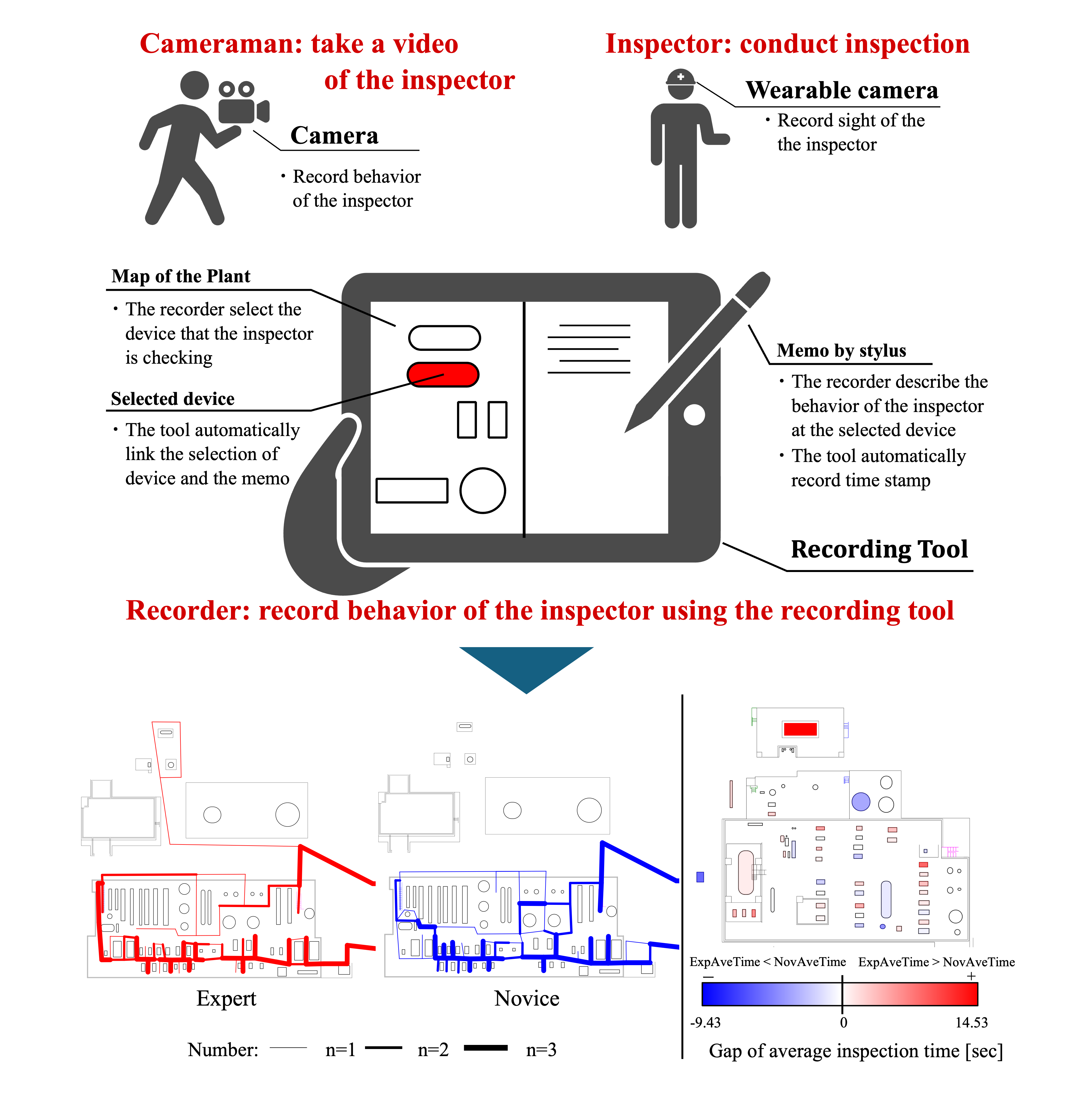
Fig. 1. Overview of the patrol inspection recording and analysis system.
3.1. Step I: Preparation
First, a group of expert and novice inspectors was selected to participate in the study. For behavioral analysis, essential documents such as plant maps and detailed inspection protocols were collected.
3.2. Step II: Behavior Recording
The main objective of this step was to document the inspection process meticulously. This was achieved by recording videos of the patrol inspections and creating detailed action lists for each inspector. To support this process, we developed the patrol inspection recording and analysis system (Fig. 1). This system facilitated recording the behavior of the inspector and analyzing the recorded patrol route. Each entry in the list included a timestamp, the device inspected, the specific part examined (referred to as the “inspection point,” such as a particular meter, pipe, or gearbox), and the method of inspection (e.g., meter checking, visual observation, or physical contact). For each inspector, we performed three substeps to ensure data accuracy. First, we accompanied the inspector on-site, where we documented the process using both a handwriting tool and video camera. Second, we conducted a detailed interview to verify the actions taken during the inspection. Finally, we reviewed the inspection video to confirm the completeness of the action list and note any missed activities.
3.3. Step III: Analysis of the Patrol Routes
The objective of this step was to identify behavioral differences in the patrol route selection. We used the action lists from Step II to trace each inspector’s pathway on a plant map, allowing us to visualize the inspection routes and focus areas. This formed the foundation for subsequent device-level inspection analysis. In addition, we generated heat maps to visualize the statistical data such as the variations in the average inspection times per device.
3.4. Step IV: Analysis of Inspection Behavior at the Device Level
First, we selected devices for a detailed analysis based on specific criteria that highlighted significant variations in inspection practices between the expert and novice inspectors. These criteria included:
-
Large differences in the average inspection time or number of points inspected between the expert and novice inspectors.
-
High coefficient of variation among all inspectors with respect to the inspection times or number of inspected points.
-
Devices located on unique patrol routes that were used by only a few inspectors.
Heat maps were used to assess the first two conditions by analyzing the variations and patterns in the inspection activities. The final condition was evaluated based on the specific patrol route data. Upon device selection, the inspection behaviors were analyzed to identify any specific points on the devices that were overlooked or exclusively inspected by particular inspectors.
3.5. Step V: Interview on the Inspectors’ Thoughts
Following the behavioral analysis, we conducted interviews with each inspector to determine the reasons underlying the differences identified from Steps III and IV. These interviews assisted in clarifying the inspectors’ intentions and the underlying causes of the observed discrepancies. Furthermore, we discussed the inspectors’ general attitudes toward patrol inspections to gain deeper insights into their decision-making processes.
3.6. Step VI: Extraction of Strategic Knowledge
The final step of the methodology involved distilling strategic knowledge from the gathered data. First, we compiled a list pairing each noted behavioral difference with the corresponding intention of the inspector, as revealed through the interviews. Next, we grouped these pairs based on similarities in behaviors and intentions. Finally, we extracted and interpreted common features within each group as insights into the inspectors’ strategic decision-making, which is referred to as “strategic knowledge” throughout this study.
4. Experiment: Field Study in an Oil Refinery
4.1. Outline
We conducted a field study at an oil refinery in Japan to examine the inspection practices of plant inspectors with varying levels of experience. The participants included three novice inspectors, each with 1–2 years of experience, and three expert inspectors, whose experience ranged from 15 to 37 years. Each inspector performed patrol inspections in rotation, using their accumulated knowledge as well as the following five key sources of information:
-
List of devices that must be inspected: This list only covered the devices crucial for plant operations. The inspectors brought explosion-proof smartphones containing this list to the site and they checked all the listed devices using the smartphones.
-
Standard patrol route shown on the plant map: The route indicated the order of the devices on the list so that inspectors could efficiently complete the patrol.
-
Documents describing how to inspect each device according to type such as pumps, compressors, and vessels.
-
On-the-job training (OJT) for freshmen: The expert inspectors brought freshmen to the site and taught them detailed points for patrol inspections. All inspectors, including expert inspectors, received this training during the first year of their careers.
-
Daily trouble reports: When problems occurred in the plant, the information was reported to all inspectors to ensure that they check the condition of the device.
It shall be highlighted that the sample size (\(n =3\) per group) was not sufficient to support robust inferential statistical testing or generalizable claims based solely on quantitative comparisons. Hence, the quantitative results (see Appendix A) were intended to complement the context of the analysis results and illustrate observable differences in inspection performance.
4.2. Results
Figure 2 shows the average number of inspection points for each type of inspection activity: reading meters, touching points, and observation points. Fig. 3 shows the average time spent on various inspection activities for the expert and novice groups. It can be observed that both expert and novice inspectors were predominantly engaged in observation and meter reading compared with touching. It is evident that the expert inspectors consistently identified more inspection points than the novice inspectors, with the exception of touching activities.
Figure 4(a) shows the patrol routes taken by both expert and novice inspectors within a section of the plant. Even though many routes overlapped, some paths were distinctly taken by one group or another. Fig. 4(b) highlights the differences in the average inspection times per device between the two groups, with deeper colors indicating more significant discrepancies, such as those observed with devices X and Y. Our analysis suggests that critical devices, including device Y, exhibit substantial differences in both the average inspection times and number of inspection points.
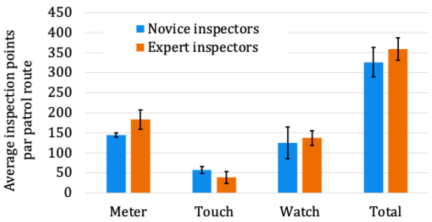
Fig. 2. Average number of inspection points per patrol route. The error bars indicate the standard deviation.
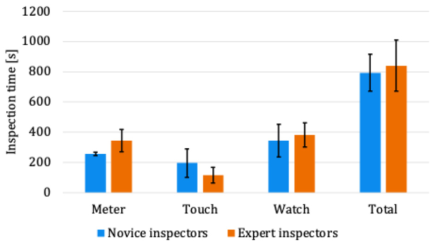
Fig. 3. Average time taken to perform inspection tasks.
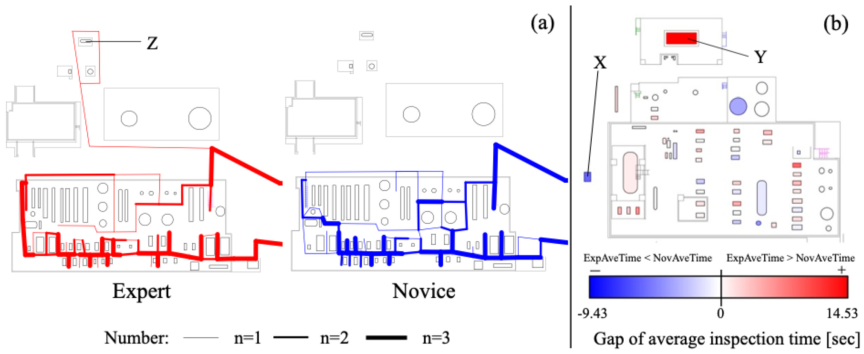
Fig. 4. Results of the comprehensive analysis for a section of the plant. (a) Patrol routes taken by the expert and novice inspectors. The line thickness indicates the number of inspectors who passed by the path. (b) Differences in inspection times between expert and novice inspectors. Devices where the expert inspectors spent more time are marked in red (ExeAveTime \(>\) NovAveTime), whereas those where novice inspectors spent more time are marked in blue (ExeAveTime \(<\) NovAveTime). The intensity of the color indicates the magnitude of the time difference.
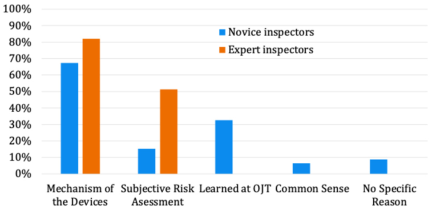
Fig. 5. Distribution of reasons cited by the expert and novice inspectors during the interviews.
Figure 5 shows the distribution of the reasons provided by the inspectors during the interviews for specific inspection actions. The data showed a higher frequency of responses related to “mechanism of the device” and “subjective risk assessment” among the expert inspectors, whereas the novice inspectors more often cited instructions received during the OJT. In terms of general attitudes, one expert inspector mentioned focusing on inspection points that could only be verified on-site, a practice that we identified as strategic knowledge. Conversely, one novice inspector stated that they visited sites with previous failures documented in reports to enhance situational awareness, which also qualified as strategic knowledge. All inspectors prioritized the devices they perceived as having a higher risk.
4.3. Example of Behavioral Differences in Inspection of Devices
This section highlights the notable behavioral differences between expert and novice inspectors and contextualizes these observations with insights from their interviews.

Fig. 6. Photographs of the behavioral differences observed during the inspections. The left photograph shows a vessel inspected solely by two novice inspectors. The right photograph shows a compressor that only one expert inspector physically inspected.
4.3.1. Device Inspected Only by Novice Inspectors
Device X, shown in Fig. 4(b), was a vessel located along a route uniquely frequented by novice inspectors, with only two having conducted inspections there. During the interviews concerning device X, the novice inspectors who had checked this device reported that they were instructed to do so during their OJT. Although they could determine whether the operational status of the device was normal or faulty based on their training, they were unable to articulate the reasons for inspecting this specific device. Conversely, the expert inspectors did not prioritize inspecting this device, citing the theoretical and empirical knowledge that such devices, specifically vessels, rarely failed because of their lack of mechanical components (such as motors) that could produce regular oscillations. Furthermore, there were only a few failure reports involving device X. Notably, device X was introduced only a few years ago, which may explain why it has not yet been recognized as critical by the expert inspectors.
4.3.2. Touching Behavior for Device Y
Based on Fig. 4(b), we focused on device Y, which exhibited the greatest difference in the average inspection time between the expert and novice inspectors. Our device-level analysis revealed notable behavioral differences at this site, particularly in terms of physical interactions. As shown in Fig. 6, only one expert inspector physically touched the device, whereas the others did not. Device Y was a compressor inherently prone to oscillations. According to the inspection guidelines for compressors, it is recommended that inspectors perform checks for abnormal oscillations or sounds. However, the guidelines do not prescribe specific methods, leaving inspectors to rely on their personal experience and OJT.
In the interviews, the expert inspector who touched the device explained that he preferred to physically interact with as many devices as possible to assess their condition more accurately. On the other hand, one of the expert inspectors who did not touch the device noted that it was impractical to reach an appropriate inspection point due to the compressor’s height of \(\sim\)3 m, and instead, the inspector relied on auditory cues. The second expert inspector refrained from touching the compressor and was confident in his ability to detect abnormal sounds. In contrast, the novice inspectors did not touch the device simply because they had not been instructed to do so during their OJT.
4.3.3. Variation in Patrol Route
An intriguing and unexpected observation from our study was the variation in inspection routes and points, not only between expert and novice inspectors, but also within each group. Fig. 4(a) illustrates this observation, showing that although the expert inspectors generally followed similar paths in the lower part of the plant map, their routes diverged significantly in the upper part. Interestingly, the designated list of inspection points covered only the lower area, leaving inspectors to choose their own paths in the upper portion of the plant. Despite these individual differences, the expert inspectors collectively assured that all devices were inspected throughout the plant.
The interviews revealed that the inspectors were not explicitly aware of the uniqueness of their routes and the variations emerged naturally from personal decisions regarding which locations to visit. For instance, as shown in Fig. 4(a), only one expert inspector chose to inspect device Z, which was located farther away from the main equipment cluster.
5. Discussion
5.1. Behavioral Differences Between the Expert and Novice Inspectors
The behavioral analysis discussed in Section 4 indicated that although novice inspectors tended to adhere closely to the prescribed instructions, the expert inspectors used their deep understanding of device mechanisms and extensive experience to check additional inspection points. The expert inspectors did not only follow standard guidelines, but they also engaged in independent risk assessments, adding an extra dimension to their inspection strategy. This approach allowed the expert inspectors to identify more potential failure symptoms by integrating documented procedures, personal experiences, and individualized risk assessment methods.
In contrast, the novice inspectors were largely guided by procedures and knowledge acquired through the OJT. This tendency reflects an important and appropriate behavioral norm in the context of industrial inspection. Based on the findings obtained from the interviews, a few novice inspectors emphasized that, as a general principle in their work (which was not limited to routine inspection), they avoided acting independently when encountering uncertainty. Instead, they sought guidance from more experienced personnel. This behavior is rooted in safety considerations. In plant environments involving hazardous materials and equipment, acting without sufficient knowledge may have serious consequences. Therefore, training programs strongly emphasize that when uncertainty arises, inspectors should refrain from autonomous actions and consult experienced experts. From this perspective, effective inspection practice requires not only technical knowledge and skills but also accurate self-awareness of one’s own level of expertise. As inspectors gain experience, they are expected to gradually expand their scope of independent judgment according to their level of competence.
5.2. Knowledge of the Inspectors
Based on the analysis conducted in Step VI (Section 3.6), strategic knowledge can be categorized into three distinct groups: those common to both expert and novice inspectors, those unique to expert inspectors, and those unique to novice inspectors. The insights gained are as follows:
-
Strategic knowledge common to expert and novice inspectors
-
C-1)
Prioritize inspection of points considered to be at higher risk.
-
C-2)
Gather information as much as possible.
-
C-1)
-
Strategic knowledge unique to expert inspectors
-
E-1)
Focus on gathering reliable, actionable information.
-
E-2)
Target points that require onsite verification for accurate assessment.
-
E-1)
-
Strategic knowledge unique to novice inspectors
-
N-1)
Use all five senses to memorize the normal and abnormal states of devices.
-
N-2)
Visit locations where failures have previously occurred to understand and learn from past issues.
-
N-1)
The strategies unique to expert inspectors are designed to enhance the effectiveness and precision of inspections, whereas those unique to novice inspectors aim to develop their observational and diagnostic skills. The prioritization of these strategies significantly influences the inspector’s behavior. For instance, the expert inspector who inspected device Z, as shown in Fig. 4(a), demonstrated a preference for inspecting devices that he perceived as having a higher risk. This approach resulted in more thorough inspections at these critical points, albeit at the cost of less detailed inspections elsewhere due to time constraints. This behavior exemplifies the prioritization of strategy C-1 over strategy C-2, indicating that variations in strategy prioritization can lead to differing patrol routes.
However, this study has certain limitations. A significant oversight is the lack of clarity regarding the methods and knowledge that the expert inspectors use for risk assessment, despite their critical role in determining inspection priorities, as highlighted in C-1.
5.3. Validation of the Extracted Results
In this section, we examine the generalizability of the findings obtained in this study. Specifically, we interpret the observed results through the lens of the Dreyfus model of skill acquisition 19, which is a well-established framework describing the progression of human expertise across domains. According to this model, skill development from “novice” to “expert” involves qualitative changes in aspects such as perception, decision-making, and situational awareness. Our findings were consistent with the characteristics described in this framework. For example, novices tended to rely on general rules and knowledge acquired through OJT and their inspection scope was relatively constrained. This aligns with the Dreyfus model’s description of novices as rule-based actors with limited contextual interpretation. In contrast, the expert inspectors demonstrated broader and more flexible inspection behaviors, such as extending their inspection scope beyond assigned areas or performing minor maintenance actions during inspection. These behaviors reflect more advanced stages of expertise, in which actions are guided by experience-based understanding rather than explicit rules.
Furthermore, we observed variations among the expert inspectors who participated in this study corresponding to different levels of expertise. For instance, the most experienced inspector (37 years of field experience) exhibited distinctive behavior, such as minimizing physical contact inspection when auditory cues were sufficient, while selectively performing detailed checks in critical areas. This behavior can be interpreted as reaching a “satisficing” level of inspection based on deeply internalized knowledge, which is consistent with the characteristics of the highest stage (expert) in the Dreyfus model.
These results suggest that the extracted strategic knowledge can be explained within the general framework of skill acquisition. Thus, it may possess a certain degree of generalizability across domains in which expertise develops through experience and situated practice. However, we acknowledge that this study is limited to plant inspections. Therefore, the applicability of the identified strategic knowledge to other industrial domains remains unclear and requires further empirical validation.
5.4. Manuals and Experts
A fundamental question arising from the findings of the field study is why the company has not standardized patrol inspections by developing comprehensive manuals based on expert interviews. For comparison, during a visit to a factory in the United States of America, we observed that the facility provided detailed manuals and robust support systems. The factory manager noted that such resources were crucial due to the high turnover rate among inspectors, which was common in the United States of America. He also believed that inspectors’ performance would not surpass the guidance provided by the manuals, enabling even novice inspectors and new hires to perform adequately with the aid of these resources. However, this approach has limitations, particularly concerning the quality of maintenance tasks that fall outside the scope of the manuals 2,20.
In contrast, in the oil refinery that was the focus of this study, the expert inspectors were able to perform high-quality maintenance without strict adherence to manuals, demonstrating flexibility in addressing situations not covered by documentation. These expert inspectors were reluctant to rely solely on comprehensive manuals, preferring to transfer knowledge through OJT or informal methods, suggesting resistance to the constraints imposed by manuals. Moreover, the inadequacy of manual content not only hampers educational efforts but also affects digitalization. Without thorough documentation, it is challenging to develop support systems for engineers or to train AI models effectively.
Therefore, it is crucial to determine an optimal balance between these two approaches. Although the plant benefits from the adaptability and problem-solving capabilities of expert inspectors in unexpected situations, it also requires detailed manuals to standardize tasks, support digitalization, and reduce reliance on individual experts. To achieve an appropriate balance between rule-based operation and flexible adaptation, it is important to formalize tacit experiential knowledge as a knowledge base and use it within a support system. Such a system would enable inspectors to consistently perform tasks at or above a certain level, thereby reducing workload while maintaining operational reliability. At the same time, in situations that deviate from expected conditions, the system should allow for flexible responses based on expert judgment. Daily operational logs can be continuously analyzed by accumulating inspection records as structured data. Consequently, aspects that cannot be addressed by existing manuals can be identified and incorporated into updated manuals and knowledge based on empirical evidence. Through this iterative process, it is possible to maintain adherence to accumulated knowledge and past experience, as well as enable flexible adaptation to unforeseen circumstances.
5.5. Management of the Inspection Team
As highlighted in Section 4.3.3, diversifying the patrol routes enhanced the effectiveness of inspections by allowing different perspectives of the plant to be examined. Therefore, it is beneficial to assemble teams of inspectors with varied tendencies and enable them to conduct inspections autonomously. Such autonomy not only motivates inspectors but also taps into their creative potential. During our interviews, several experts expressed a desire to inspect more extensively if time permitted, underscoring their enjoyment and engagement in the process. The creative challenge of identifying additional inspection points based on experience is particularly stimulating for inspectors. Future inspection strategies should aim to be dynamic and engaging rather than monotonous and exhaustive. As suggested by Takata et al. 1, it is crucial to shift the perception of maintenance from a necessary evil to a positive and proactive activity. This blueprint matches the human-centric viewpoint of the emerging Industry 5.0 paradigm 21.
6. Conclusion
This study developed a methodology to compare the behaviors of expert and novice inspectors. Our field study revealed that the expert inspectors did not only possess extensive knowledge and experience related to on-site equipment, but they also employed distinct and sophisticated strategies in planning their inspections. This depth of understanding allowed expert inspectors to provide explanations of their actions compared with novice inspectors. Another significant finding was that the variability in inspection approaches enhanced the overall assessment of the plant by incorporating diverse perspectives.
Future works intend to further elucidate the underlying cognitive processes and strategic knowledge that give rise to the observed behavioral differences among inspectors by employing a mixed-method framework. Prior studies have quantitatively demonstrated that expert inspectors use visual information more efficiently and strategically compared with novice inspectors. Building on this, we will integrate eye-tracking-based analysis of visual inspection behavior with the qualitative approach adopted in this study. Furthermore, we plan to conduct a more comprehensive analysis of our findings to develop a detailed roadmap for implementing this ideal inspection strategy.
Table 1. Observed total number of inspection points for each inspector.

Table 2. Observed total inspection time for each inspector.

Appendix A. Observed Data for Each Inspector in the Field Study
A.1. Observed Total Number of Inspection Points for Each Inspector
Table 1 shows the observed total number of inspection points for each inspector, along with the average and standard deviation across inspectors.
A.2. Observed Total Inspection Time for Each Inspector
Table 2 shows the observed total inspection time for each inspector, along with the average and standard deviation across inspectors.
- [1] S. Takata et al., “Maintenance: Changing role in life cycle management,” CIRP Ann., Vol.53, Issue 2, pp. 643-655, 2004. https://doi.org/10.1016/S0007-8506(07)60033-X
- [2] J. Cárcel-Carrasco and J.-A. Cárcel-Carrasco, “Analysis for the knowledge management application in maintenance engineering: Perception from maintenance technicians,” Appl. Sci., Vol.11, Issue 2, Article No.703, 2021. https://doi.org/10.3390/app11020703
- [3] R. Roy, R. Stark, K. Tracht, S. Takata, and M. Mori, “Continuous maintenance and the future – Foundations and technological challenges,” CIRP Ann., Vol.65, Issue 2, pp. 667-688, 2016. https://doi.org/10.1016/j.cirp.2016.06.006
- [4] S. M. R. Naqvi, M. Ghufran, S. Meraghni, C. Varnier, J.-M. Nicod, and N. Zerhouni, “Human knowledge centered maintenance decision support in digital twin environment,” J. Manuf. Syst., Vol.65, pp. 528-537, 2022. https://doi.org/10.1016/j.jmsy.2022.10.003
- [5] S. K. Ong and J. Zhu, “A novel maintenance system for equipment serviceability improvement,” CIRP Ann., Vol.62, Issue 1, pp. 39-42, 2013. https://doi.org/10.1016/j.cirp.2013.03.091
- [6] A. Shamsuzzoha, R. Toshev, V. Vu Tuan, T. Kankaanpaa, and P. Helo, “Digital factory – Virtual reality environments for industrial training and maintenance,” Interact. Learn. Environ., Vol.29, Issue 8, pp. 1339-1362, 2021. https://doi.org/10.1080/10494820.2019.1628072
- [7] F. Tanaka, M. Tsuchida, and M. Onosato, “Associating 2D sketch information with 3D CAD models for VR/AR viewing during bridge maintenance process,” Int. J. Autom. Technol., Vol.13, No.4, pp. 482-489, 2019. https://doi.org/10.20965/ijat.2019.p0482
- [8] F. Ansari, L. Kohl, J. Giner, and H. Meier, “Text mining for AI enhanced failure detection and availability optimization in production systems,” CIRP Ann., Vol.70, Issue 1, pp. 373-376, 2021. https://doi.org/10.1016/j.cirp.2021.04.045
- [9] V.-T. Nguyen, P. Do, A. Vosin, and B. Iung, “Artificial-intelligence-based maintenance decision-making and optimization for multi-state component systems,” Reliab. Eng. Syst. Saf., Vol.228, Article No.108757, 2022. https://doi.org/10.1016/j.ress.2022.108757
- [10] G. Jing, X. Qin, H. Wang, and C. Deng, “Developments, challenges, and perspectives of railway inspection robots,” Autom. Constr., Vol.138, Article No.104242, 2022. https://doi.org/10.1016/j.autcon.2022.104242
- [11] S. Halder and K. Afsari, “Robots in inspection and monitoring of buildings and infrastructure: A systematic review,” Appl. Sci., Vol.13, Issue 4, Article No.2304, 2023. https://doi.org/10.3390/app13042304
- [12] A. Shukla and H. Karki, “Application of robotics in onshore oil and gas industry—A review Part I,” Robot. Auton. Syst., Vol.75, pp. 490-507, 2016. https://doi.org/10.1016/j.robot.2015.09.012
- [13] A. Shukla and H. Karki, “Application of robotics in offshore oil and gas industry – A review Part II,” Robot. Auton. Syst., Vol.75, pp. 508-524, 2016. https://doi.org/10.1016/j.robot.2015.09.013
- [14] M. R. Saleem, R. Mayne, and R. Napolitano, “Evaluating human expert knowledge in damage assessment using eye tracking: A disaster case study,” Buildings, Vol.14, Issue 7, Article No.2114, 2024. https://doi.org/10.3390/buildings14072114
- [15] A. A. Tawfik, J. D. Gatewood, J. J. Gish-Lieberman, and C. W. Keene, “Exploring the differences between experts and novices on inquiry-based learning cases,” J. Form. Des. Learn., Vol.5, No.2, pp. 97-105, 2021. https://doi.org/10.1007/s41686-021-00062-w
- [16] R. Takamido et al., “Evaluation of expert skills in refinery patrol inspection: Visual attention and head positioning behavior,” Heliyon, Vol.8, Issue 12, Article No.e12117, 2022. https://doi.org/10.1016/j.heliyon.2022.e12117
- [17] R.-J. Dzeng, C.-T. Lin, and Y.-C. Fang, “Using eye-tracker to compare search patterns between experienced and novice workers for site hazard identification,” Saf. Sci., Vol.82, pp. 56-67, 2016. https://doi.org/10.1016/j.ssci.2015.08.008
- [18] N. Dadashi, D. Golightly, and S. Sharples, “Modelling decision-making within rail maintenance control rooms,” Cognition, Technology & Work, Vol.23, No.2, pp. 255-271, 2021. https://doi.org/10.1007/s10111-020-00636-x
- [19] S.-E. Dreyfus and H.-L. Dreyfus, “A five-stage model of the mental activities involved in directed skill acquisition,” California University Berkeley Operations Research Center, No.ORC802, 1980. https://doi.org/10.21236/ADA084551
- [20] European Commission, Directorate General for Research and Innovation, “Industry 5.0: Towards a sustainable, human-centric and resilient European industry,” Publications Office of the European Union, 2021. https://doi.org/10.2777/308407
- [21] L. Silvestri, A. Forcina, V. Introna, A. Santolamazza, and V. Cesarotti, “Maintenance transformation through Industry 4.0 technologies: A systematic literature review,” Comput. Ind., Vol.123, Article No.103335, 2020. https://doi.org/10.1016/j.compind.2020.103335
This article is published under a Creative Commons Attribution-NoDerivatives 4.0 Internationa License.