Research Paper:
Integrated Optimization of Dynamic Storage Allocation and Task Scheduling for Batch In/Out Operation in Tobacco High-Bay Warehouse
Wenjuan Wang*, Xiaolong Wu*, Chengting Zhang*, Dingke Shi*, and Junhe Yu**,†
*China Tobacco Zhejiang Industrial Co., Ltd.
No.2001 Jiapuxi Road, Fenghua, Ningbo, Zhejiang 315504, China
**Faculty of Mechanical Engineering and Mechanics, Ningbo University
818 Fenghua Road, Jiangbei, Ningbo, Zhejiang 315000, China
†Corresponding author

The tobacco high-bay warehouse, functioning as a buffer warehouse in the cigarette production process, experiences significant fluctuations in space utilization and inbound/outbound operations efficiency due to changes in order types and batch sizes. With its high throughput, improving the warehouse efficiency is a critical issue that needs to be addressed. This paper proposes an integrated optimization method for dynamic storage allocation and inbound/outbound operation scheduling, with the goal of minimizing the completion time of batch inbound and outbound tasks. A dynamic slot allocation model for the overhead storage is developed, and a method is introduced to simultaneously consider both outbound slots and available slots as preferred options for inbound slot selection. To ensure that slots remain vacant during the inbound process, a penalty function is incorporated into the improved genetic algorithm, guaranteeing that inbound operations are only executed when a slot is vacant. The selection of outbound slots is optimized using relative distance, and task sequencing is improved to enhance the efficiency of inbound and outbound operations, reducing stacker crane operation time. The algorithm is applied under different operational conditions. Experimental results show that the proposed integrated optimization method significantly improves the operational efficiency of the overhead storage system. Additionally, the optimized inbound task sequence reduces task completion times and minimizes delays.
Minimize batch time via dynamic slot and task scheduling
1. Introduction
The automated storage and retrieval system (AS/RS) is extensively employed across various manufacturing sectors due to its exceptional space utilization and efficient inbound and outbound operations 1. To meet the evolving demands of production and storage, tobacco companies have modernized traditional warehouses into automated storage facilities, commonly known as tobacco silos. These silos serve as key storage hubs for semi-finished tobacco, blends, and finished tobacco products. They play a critical role in buffering the production process by managing storage, aging, and distribution in line with production schedules. As a vital component of the tobacco manufacturing chain, the efficiency of inbound and outbound operations within these silos has a direct impact on the overall production efficiency of the enterprise. Therefore, it is essential to optimize factors such as minimizing operation time and reducing the number of movements made by stacker cranes.
The efficiency of AS/RS operations is significantly influenced by the scheduling of inbound and outbound tasks and slotting strategies 2. AS/RS operations can utilize either dual command (DC) mode or single command (SC) mode 3. Most warehouses now use a combination of these modes to enhance operational efficiency, posing challenges in scheduling tasks to optimize stacker crane performance. Some literature has focused on optimization with objectives such as minimizing job time, job costs, and others. The optimization of task scheduling costs and time was addressed using dynamic programming combined with geometric techniques to solve the two-tier batch size problem in TPW to DC transitions without congestion. Experiments verified that dynamic programming algorithms were found to outperform static scheduling methods 4. The fixed storage strategy sorting problem in just-in-time production was tackled by converting it into a single stacker crane batch scheduling problem, with the goal of minimizing maximum task delay time 5. An optimization algorithm based on genetic algorithms was proposed to minimize inbound and outbound time while ensuring that lighter goods are placed above heavier ones. This multi-objective optimization was converted into a single-objective problem using weighted assignments, resulting in reduced inbound and outbound times 6.
Researchers have developed multi-objective optimization models for storage allocation issues based on factors, such as inbound and outbound frequency 7, rack stability 8, goods correlation 9, and space utilization 10, resulting in a variety of optimization algorithms. Cai et al. 11 used a vortex search algorithm to optimally allocate inbound and outbound docks in a double-ended AS/RS. Jiao et al. 12 employed multi-population genetic algorithms on normalized objective functions, which outperformed simple weighted genetic algorithms.
Since scheduling and slotting tasks influence each other, optimizing only one aspect is insufficient for overall optimization. As a result, some scholars have pursued integrated optimization of task sequencing and slot allocation. For instance, a step-by-step optimization method for slotting and sequencing was proposed to reduce stacker crane travel time 13, while Yang et al. 14 designed a two-stage tabu search algorithm to minimize single command cycle time. Yang et al. 15 created a two-level genetic algorithm for simultaneous optimization based on inbound task arrival order, and He et al. 16 used a two-stage wolf pack algorithm for integrated optimization, resulting in significantly shorter operation times.
Currently, some researchers have applied machine learning algorithms to analyze the statistical characteristics of item inbound and outbound data, enabling dynamic allocation of storage locations. By utilizing supervised machine learning algorithms, historical warehouse data and item labeling information can be trained to generate storage allocation strategies, which can then predict the storage location requirements of items in fixed patterns or similar environments. Li et al. 17 analyzed pallet dwell times based on historical data and employed machine learning models to predict the dwell time of newly stored pallets, thereby optimizing the allocation of storage locations.
In the context of dynamic storage location allocation, researchers have proposed replacing random storage with a classification-based storage strategy. Rimélé et al. 18 leveraged data on storage time, turnover frequency, and location, combining deep learning models with the Monte Carlo tree search algorithm to predict the allocation probabilities of storage locations. This approach facilitates area allocation when goods of multiple types are stored, significantly improving inbound and outbound efficiency. Berns et al. 19, focusing on ABC classification storage, employed decision tree algorithms to analyze goods’ types, quality, and quantity, predicting the allocation areas for newly stored items and optimizing the allocation strategy. Compared to traditional static methods, the supervised machine learning-based approach enhanced allocation performance.
Reinforcement learning interacts with the environment to gather real-time data on inventory status, order demand, and turnover frequency. By leveraging a defined reward function, it autonomously explores and optimizes storage location allocation strategies. This approach allows for more flexible and efficient allocation optimization in dynamic and non-static warehouse environments 20. The challenge of handling new orders that require immediate processing and dynamic insertion is addressed by combining region-based storage principles with partially observable Markov decision processes and Q-learning. Storage strategies are dynamically defined based on the current characteristics of the warehouse state 21.
This paper examines the integrated optimization problem of task scheduling and storage location allocation in tobacco leaf overhead warehouses, which can be classified as a combinatorial optimization problem. While reinforcement learning excels in solving sequential decision-making problems, its advantages in tackling combinatorial optimization are less evident. Additionally, scheduling problems often involve multiple local optima, which gradient descent-based algorithms struggle to resolve effectively. Moreover, machine learning requires a large volume of historical “input-output” pairs as training data. In industrial settings, obtaining a significant amount of validated “optimal” scheduling solutions to serve as labels is challenging. Without high-quality labeled data, supervised learning models cannot be effectively trained.
The tobacco high-bay warehouse, served as a buffer warehouse to align with the tobacco production process, achieves an exceptionally high utilization rate of over 90% for the tobacco system. With significant fluctuations in the variety and quantity of orders, it becomes crucial to enhance the operational efficiency of the high-bay warehouse while maintaining high space utilization and throughput. The key contributions of this paper are as follows:
-
(1)
An integrated optimization of dynamic storage allocation and task scheduling for batch inbound and outbound operation is proposed. The method considers both the outbound storage locations of the current batch and available storage spaces as potential candidates for inbound tasks. By introducing a penalty function mechanism, it ensures that inbound operations are only executed when the corresponding outbound location is empty, thus preventing task conflicts. The outbound storage location selection strategy incorporates the concept of relative distance to prioritize candidate locations, optimizing the matching efficiency between inbound and outbound tasks. Additionally, by strategically ordering the task sequence, the algorithm further enhances task combination optimization.
-
(2)
A genetic algorithm is proposed to solve the integrated optimization model. The optimization process for warehouse location allocation and task scheduling is solved and analyzed across different application scenarios. The results show a significant improvement in operational efficiency, offering valuable insights for industrial applications.
The rest of the paper is structured as follows. Section 2 introduces the proposed model, including problem description and model description. Section 3 presents the algorithm design and implementation. Section 4 presents the case study. Finally, Section 5 provides the conclusions and outlines further research directions.
2. Batch In/Out Dynamic Slot Allocation and Task Scheduling Model
2.1. Problem Description
The tobacco high-bay warehouse is divided into multiple identical aisles, each with twin-aisle rack and a stacker crane that handles inbound and outbound tasks for the racks on both sides. The stacker cranes in different aisles operate independently to complete their respective inbound and outbound tasks, beginning with the I/O port at the front end of the racks. After the previous process, tobacco is packed in boxes and transported to the conveyor belt entrance via tracks, then delivered to the high-bay warehouse entrance via the conveyor belt. The slot attributes in the tobacco high-bay warehouse are completely identical. During operations, the stacker crane can operate in a mixed operation mode, which combines composite and single operation modes. In the composite operation mode, the stacker crane collects tobacco boxes from the entrance and places them in designated slots for inbound operations. After completing the inbound operation, the stacker crane moves to the outbound position to collect the outbound tobacco boxes before returning to the entrance to complete the outbound operation. This study focuses on a single aisle rack high-bay warehouse because it has the same slot distribution, rack attributes, and stacker crane parameters, as well as independent operation processes.
The tobacco high-bay warehouse serves as an intermediate storage link in the tobacco processing process, receiving inbound and outbound tasks from the warehouse management system (WMS) and carrying them out in batches. Outbound operations adhere to the FIFO principle, while slot allocation generally employs a random storage allocation strategy. To improve the efficiency of inbound and outbound operations, two critical issues must be addressed:
-
(1)
Slot allocation for inbound and outbound operations: The tobacco high-bay warehouse is a critical buffer storage space in the manufacturing process, with high slot utilization and frequent inbound and outbound operations. In the case of batch inbound tasks, high slot utilization may result in an insufficient number of empty slots, forcing the same slot to be reused during batch task completion.
-
(2)
Scheduling of inbound and outbound operations: With so many slots in the high-bay warehouse, improper batch operation sequencing can extend the stacker crane’s travel distance, increasing operation time and decreasing efficiency. Task sequencing is crucial for improving stacker crane efficiency and reducing operation time. As a result, this study optimizes the sequencing of both inbound and outbound tasks in order to achieve overall optimality.
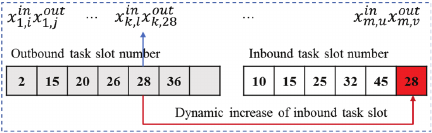
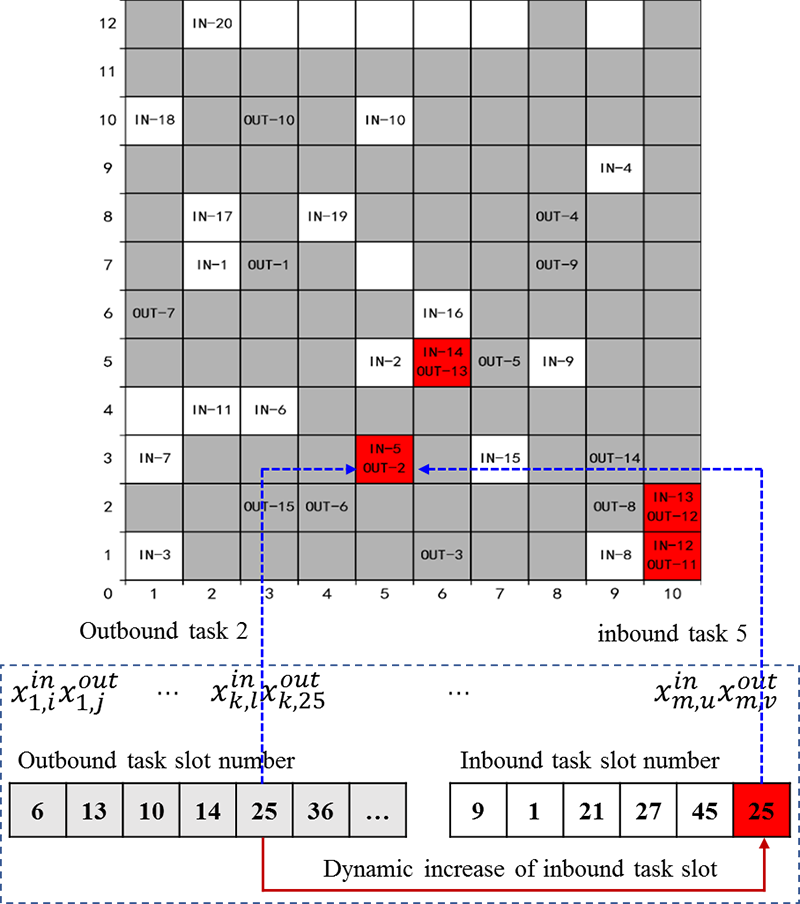
Fig. 1. Dynamic increase of inbound task slot.
2.2. Model Description
The tobacco high-bay warehouse racks are configured for single-end inbound and outbound operations, with the I/O port at one end of each rack. The stacker crane operates in both composite and single operation modes. This study considers dynamic slot allocation, in which slots vacated by outbound tasks can be used for inbound tasks within the same batch. This dynamic allocation changes the inbound slot selection strategy by incorporating both outbound task slots and empty slots. Based on this, sequences for outbound and inbound operations are generated, which determines the task order.
The composite operation time is expressed as follows:
Composite operations are used to improve efficiency when performing a batch of inbound and outbound tasks. Let \(m\) denote the number of outbound tasks and \(n\) represent the number of inbound tasks. The decision variables for completing \(m\) batch tasks are expressed as follows:
The \(x_{i,p}^{\textit{in}}\) and \(x_{i,q}^{\textit{out}}\) represent the slot location for the \(i\)-th inbound and outbound task in the same batch of inbound and outbound operations. In Fig. 1, if the slot location numbered 28 is used for outbound tasks first, it can be preferentially selected as an inbound location in the subsequent phase. The inbound slot location is dynamically adjusted.
The optimal batch operation time for completing \(m\) tasks is as follows:
3. Algorithm Design
3.1. Encoding Design
Outbound tasks are randomly distributed throughout the rack. Therefore, the slots are sequentially numbered, starting with slot 1 as the coordinate origin and extending the \(x\)-axis horizontally to the right and the \(y\)-axis vertically upwards.
The tobacco high-bay warehouse system receives inbound and outbound tasks from the MES system, completing batch operations. Given the known initial outbound task slots, this study sequentially converts them into corresponding numbers before encoding the chromosomes as non-repetitive integer sequences composed of these numbers in random order. The numbers in the sequence represent the order in which tasks are completed. For example, suppose the numbers for the ten outbound tasks are 2, 11, 7, 8, 32, 45, 96, 42, 58, and 31.
The crossover operator is designed as a single-point crossover, with two offspring generated by crossing two initial solutions. When the parent solutions have different slot numbers, any duplicate slots created by the crossover are replaced with the first available different slot number, increasing solution diversity and accelerating the search across the solution space.
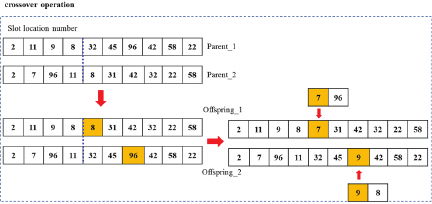
Fig. 2. Crossover operator.
In Fig. 2, two offspring are generated from two parents through a single-point crossover operation, which may lead to duplicate storage locations in the offspring. For instance, Offspring_1 contains a duplicate slot location 8. To resolve this, the unused slot locations in Offspring_1 are sequentially identified from the first half of the offspring before the crossover. As a result, slot location 8 in Offspring_1 is replaced with slot location 7.
In terms of mutation operator design, multi-point mutation is employed in the initial stages of genetic evolution. This allows new individuals generated by mutation to be evenly distributed across the solution space, increasing the gene pool’s diversity and preventing early convergence. In the later stages of population evolution, single-point mutation is used to improve the precision of the optimal individuals.
The mutation operation can be performed either at a single point or multiple points. Once the mutation points are selected, a corresponding slot location is randomly or preferentially chosen from the available locations to undergo mutation in the offspring, such as replacing slot location 32 with location 31 in Fig. 3.
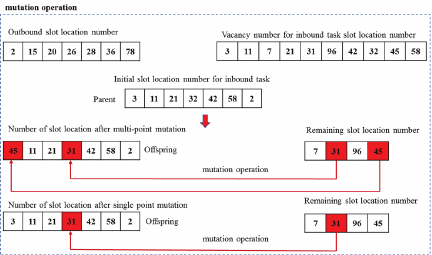
Fig. 3. Mutation operator.
3.2. Optimal Slot Selection Strategy for Outbound Tasks
Semi-finished tobacco must undergo aging in the high-bay warehouse before being used in subsequent production. Production orders control the quantities of inbound aging and outbound production, which may result in the inventory of aged tobacco exceeding the production requirements. Therefore, optimizing the slot selection for batch outbound tasks is required to maximize the efficiency of batch inbound and outbound operations. To minimize the total time spent on inbound and outbound operations, this study calculates the probability of selecting a slot based on its proximity to the I/O port; slots closer to the I/O port are more likely to be chosen. Let \(d_i\) represent the distance between slot \(i\) and the I/O port. The probability of selecting slot \(i\) is determined as follows:
3.3. Dynamic Slot Allocation Strategy for Inbound Operations
Due to the high utilization rate of the racks in the tobacco high-bay warehouse, there may not be enough available slots for large inbound orders. The previous slot allocation strategy was random, resulting in an uneven distribution of empty slots throughout the racks. This uneven distribution significantly increases the stacker crane’s travel time and distance when only empty slots are used for inbound operations.
To address this issue, this study proposes a dynamic slot allocation strategy. During batch inbound operations, the slots designated for upcoming outbound tasks, as well as the empty slots, are combined to select inbound slots. All empty slot numbers are recorded in the \({T}_{\mathit{empty}}\) table, while the outbound slot numbers are recorded in the \({T}_{\mathit{out}}\) table. For a known number of inbound tasks, slot numbers are randomly selected from \({T}_{\mathit{empty}}\) and \({T}_{\mathit{out}}\), and randomly arranged to form a sequence as the initial solution for inbound slot allocation and task scheduling. The order of the sequence represents the order of task completion.
For example, if \({T}_{\mathit{empty}}\) is [1, 2, 3, 4, 6, 9, 11, 15] and \({T}_{\mathit{out}}\) is [5, 7, 8, 10], and there are seven inbound tasks, an initial solution for inbound slot allocation can be [3, 2, 1, 4, 9, 6, 5]. To ensure population diversity, the initial population for inbound slots is also generated at random. To provide a better initial solution for the algorithm, 20% of the initial solutions are generated from empty slots, with the remaining 80% coming from both empty and outbound task slots.
3.4. Penalty Function
Traditional dynamic selection methods update rack information after completing each task group and then select slots for the following task group, necessitating re-optimization after each operation. During the optimization process, the initial solution is generated at random, which may result in invalid solutions in which inbound task slots are selected before outbound tasks clear them. To avoid retaining such invalid solutions, this study proposes a penalty function.
The penalty function operates as follows. It identifies slot coordinates that appear in both inbound and outbound task sequences. It then compares the order of the duplicated slots in both sequences. If a slot appears earlier in the inbound sequence than in the outbound sequence, it indicates that it is being used for inbound operations before being cleared by outbound operations, which violates constraints and results in a time penalty. For instance, if slot 7 is used twice, it must be checked; if slot 7 is first in the inbound sequence and third in the outbound sequence, the constraint is violated and must be penalized.
This comparison is performed on each duplicated slot, and any violations result in a penalty. The penalty time is ten times the stacker crane’s travel time from the start to the far end of the rack. The final solutions are sorted by time, with more constraint violations resulting in a lower priority. Solutions with no violations are prioritized over those with a single violation, which is then prioritized over those with multiple violations.
3.5. Acclimatization Assessment and Population Management Strategies
The objective function of this study is to minimize the completion time of batch inbound and outbound tasks. As a result, the fitness function is defined as the reciprocal of the objective function, as defined in Eq. \(\eqref{eq:5}\):
A selection strategy that combines elite retention and roulette wheel selection is implemented. Individuals are selected from the population for crossover and mutation operations using the roulette wheel method, with the selection probability defined as follows:
4. Case Study
4.1. Analysis Under the Specified Outbound Slots
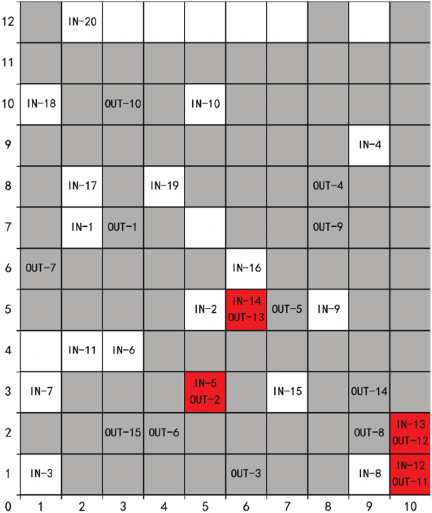
Fig. 4. Rack layout and task location.
Table 1. Number of duplicate locations under different shelf utilization conditions.

In the cigarette production process, tobacco leaves must be transferred in batches from the high-bay warehouse to the cigarette manufacturing section in batches based on production orders. Outbound operations in a high-bay warehouse are typically handled using the first-in-first-out (FIFO) principle. When outbound slots are specified, it is necessary to integrate and optimize both inbound and outbound task scheduling, as well as inbound slot allocation. Based on the proposed genetic algorithm, this study investigates 20 inbound tasks and 15 outbound tasks. The outbound slots are selected according to the FIFO principle, which optimizes the selection of inbound slots and the scheduling of tasks. The results are shown in Fig. 4. “IN” and “OUT” represent inbound and outbound tasks, respectively, and the numbers indicate the task sequence. As illustrated in Fig. 4, there are two scenarios for selecting inbound slots under specified outbound slot conditions.
The first situation involves selecting empty slots as inbound slots. In this case, combined tasks prioritize empty slots around outbound slots as inbound slots, whereas individual tasks prioritize empty slots closer to the I/O point.
The second scenario involves selecting outbound task slots as inbound slots. In this case, if there are no empty slots near the outbound tasks, the combined tasks choose the nearest cleared outbound slots as inbound slots, while individual tasks choose outbound slots closer to the I/O point.
In the first scenario, combined tasks 1, 3, and 7 prioritize empty slots around outbound slots as inbound slots, whereas individual tasks 16, 17, 18, and 19 prioritize empty slots closer to the I/O point as inbound slots. In the second scenario, inbound task 13 selects the nearest cleared outbound slot to outbound task 13 as the inbound slot because there are no empty slots around outbound task 13.
The allocation of inbound slots is a comprehensive metric that considers both the distance from outbound tasks and the I/O point. Given the specified outbound slots, the combined tasks are determined in order of proximity to the outbound tasks, with priority given to those closer to the outbound tasks. When the distances to outbound tasks and inbound tasks are the same, the distance to the I/O point is used as a secondary metric to prioritize tasks further away from the I/O point. For example, if outbound task 15 has coordinates \((3,2)\), inbound task 15 has coordinates \((7,3)\), and inbound task 16 has coordinates \((6,6)\), all of which are equal distances from the outbound task, inbound task 16 is prioritized as an individual task due to its closer proximity to the I/O point, reducing total task time. To verify this, the completion times are calculated for various combinations; inbound task 15 and outbound task 15 is 26 seconds, while for inbound task 16 and outbound task 15, it is 27 seconds.
4.2. Analysis Under Different Utilization Rates
In actual operations, slot allocation and task scheduling are influenced by the actual utilization rate of the racks. The following experiment is designed to investigate the relationship between utilization rate, task scheduling, and slot allocation, as well as to validate the superiority of the dynamic algorithm. The racks are set to 10 rows and 12 columns, totaling 120 slots. The utilization rates are set at 20%, 30%, 40%, 50%, 60%, 70%, 80%, and 90%. Each has 20 inbound and 20 outbound tasks, for a total of 40 tasks. Five experiments are conducted for each utilization rate to statistically analyze slot reuse under various conditions, and the average results are shown in Table 1.
The table shows that when the utilization rate is less than 40%, the empty slots can completely meet the inbound task requirements, resulting in a low slot reuse rate and little to no need for slot reuse. As the utilization rate rises, the number of reused slots increases gradually but remains low. When the utilization rate reaches 70% or 80%, the number and rate of reused slots increase significantly. While the number of empty slots can still meet the inbound requirements, reusing slots allows for the shortest total time to complete inbound and outbound orders. The number of reused slots accounts for more than half of the total inbound tasks. When the utilization rate exceeds 90%, the number of original empty slots is insufficient to meet the inbound task requirements, requiring slot reuse to complete the tasks.
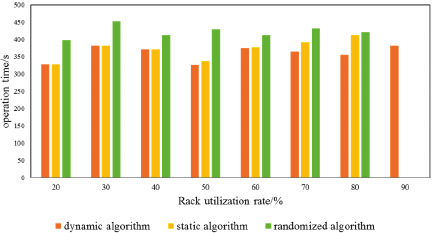
Fig. 5. Completion time of different algorithms.
Table 2. Distances of these slots from the I/O point.

A comparative experiment is conducted to test the relationship between slot allocation and task scheduling at various utilization rates using dynamic and static algorithms. The static inbound/outbound algorithm solves the scheduling of a single-aisle AS/RS under random storage conditions, using only empty slots for inbound tasks. The random algorithm optimizes task scheduling for fixed inbound and outbound slots. The experimental results are shown in Fig. 5.
The analysis of the figure shows that the completion time is directly related to the repeated use of storage slots. When the shelf utilization rate is less than 40%, optimal results can be obtained with only empty slots, resulting in equivalent performance for both dynamic and static algorithms. However, as shelf utilization increases, the advantages of the dynamic algorithm become more apparent. At 50% and 60% utilization rates, the dynamic algorithm slightly reduces completion time when compared to the static algorithm. At 70% and 80% utilization rates, the dynamic algorithm reduces completion time by 6.8% and 13.8%, respectively, when compared to the static algorithm. When the shelf utilization rate exceeds 90%, the number of available empty slots is insufficient to meet the inbound task requirements, necessitating slot reuse, and only the dynamic algorithm can successfully complete the operations.
This indicates that under low shelf utilization rates, the static algorithm can effectively optimize operations. However, when the shelf utilization rate exceeds 70%, the dynamic algorithm, which employs slot reuse strategies, achieves superior optimization results while reducing batch operation time. Moreover, the dynamic algorithm has broader applicability, maintaining excellent optimization results even when the static algorithm fails.
When comparing the dynamic inbound and outbound strategy to the previously used first-come-first-served (FCFS) strategy in the tobacco high-bay warehouse, it is evident that sequencing inbound tasks improves average completion time by 10.8% compared to the FCFS strategy. This shows that the model proposed in this paper reduces the stacker’s operation distance and task completion time by sequencing inbound tasks.
4.3. Analysis Under the Outbound Slots Selection
In tobacco high-bay warehouse operations, multiple batches of tobacco boxes are aged on the shelves. When the number of outbound tasks matches the number of aging tobacco boxes, the dynamic genetic algorithm can directly solve the problem. When the number of aging tobacco boxes exceeds the number of outbound tasks, it is necessary to allocate outbound slots. This paper investigates the rules of slot allocation and task scheduling with the highest inbound and outbound efficiency through experiments.
Assume there are 20 outbound task slots available for selection: [\((2,1)\), \((3,9)\), \((10,11)\), \((4,2)\), \((3,7)\), \((6,7)\), \((7,1)\), \((4,10)\), \((10,10)\), \((3,3)\), \((10,5)\), \((3,4)\), \((5,4)\), \((8,5)\), \((4,7)\), \((4,4)\), \((4,3)\), \((5,9)\), \((9,2)\), \((7,10)\)], with 15 inbound and outbound tasks each.
The distances between these slots and the I/O point are calculated as shown in Table 2.
Sorted by distance from the I/O point from smallest to largest: [\((2,1)\), \((4,2)\), \((3,3)\), \((3,4)\), \((4,3)\), \((4,4)\), \((7,1)\), \((3,7)\), \((4,7)\), \((6,7)\), \((9, 2)\), \((5,4)\), \((8,5)\), \((3,9)\), \((4,10)\), \((5,9)\), \((7,10)\), \((10,5)\), \((10,10)\), \((10,11)\)].
The experimental results are shown in Fig. 6. There are 20 positions available for selection, and positions 16–20 are not selected because they are all farther away from the I/O point. The final positions are [\((2,1)\), \((4,2)\), \((3,7)\), \((3,3)\), \((10,5)\), \((3,4)\), \((5,4)\), \((8,5)\), \((4,7)\), \((4,4)\), \((6,7)\), \((7,1)\), \((4,3)\), \((5,9)\), \((9,2)\)].
Based on the final selected positions, it is possible to conclude that when the number of outbound slots exceeds the number of outbound tasks, outbound tasks will prioritize selecting slots closest to the I/O point in order to maximize efficiency.
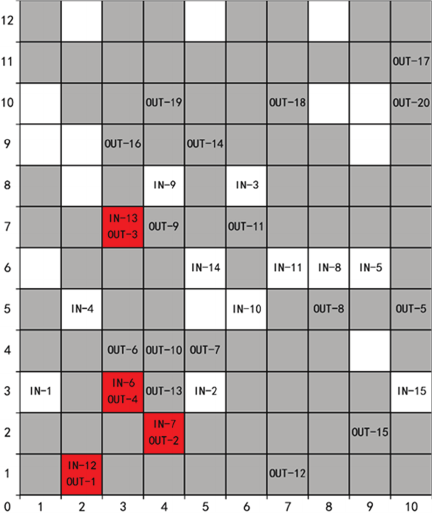
Fig. 6. Optional combination of inbound and outbound tasks.
4.4. Application of Dynamic Inbound and Outbound Tasks in Twin-Aisle Rack
In the actual operation of a tobacco high-bay warehouse, a stacker is placed between twin-aisle rack to perform corresponding inbound and outbound tasks. Inbound tasks are typically assigned to the same shelves as outbound tasks to facilitate combined task execution. During the simulation, it was discovered that the time required for the stacker to access the left or right side rack is identical. For instance, if the original slot count was 120, it has now been increased to 240, with slots 1–120 designated for the left rack and 121–240 for the right rack. Assuming that the stacker’s travel time for inbound and outbound tasks is negligible, the time required to move goods to slot 1 in the left rack and that to slot 121 in the right rack are the same, implying that the operational time between these positions is effectively zero.
Assuming a total of 240 slots, slots 1–120 in the left rack (initial position at slot 1, coordinates \((1,1)\)) and slots 121–240 in the right rack (initial position at slot 121, coordinates \((11,1)\)), and an 80% utilization rate for both racks, there are 20 inbound and 20 outbound tasks, for a total of 40. An experiment is designed based on this assumption. Outbound tasks were assigned to the left row of shelves, whereas inbound tasks could be assigned to either row. The comparative results are shown in Table 3. It shows that the twin-aisle rack reduces average completion time by 0.91% compared to single aisle rack.
Data from test one are analyzed, with the single aisle rack layout shown in Fig. 7 and the twin-aisle rack layout in Fig. 8.
Table 3. Comparison with twin-aisle rack.

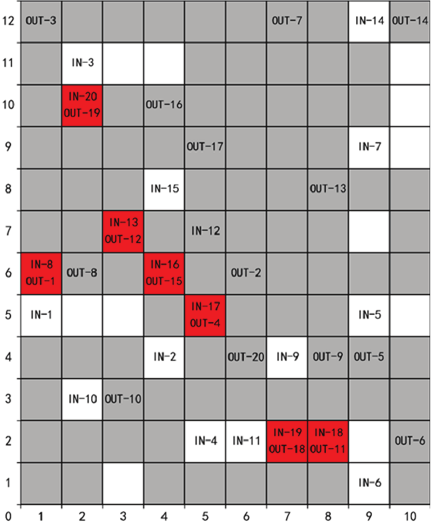
Fig. 7. Single aisle rack layout and task location.
Figure 7 shows that single aisle rack with high utilization and task volumes have an uneven empty slot distribution, which results in suboptimal inbound task selection. Conversely, Fig. 8 shows that coordinating empty slots between the twin-aisle rack results in the shortest overall operation time. For example, if the original outbound task 1 at \((6,6)\) did not have any available empty slots nearby, but slot \((6,6)\) in the right rack was empty, the linkage would improve overall performance.
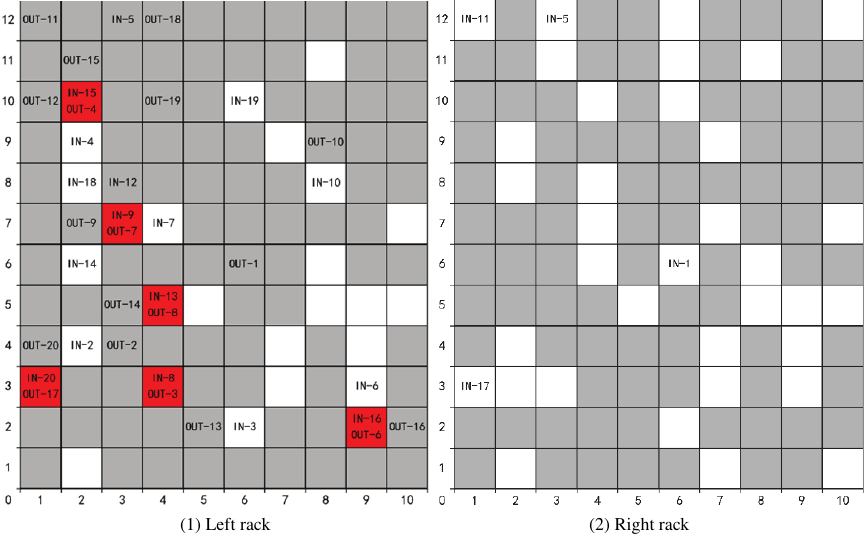
Fig. 8. Twin-aisle rack layout and task location (right rack: inbound only).
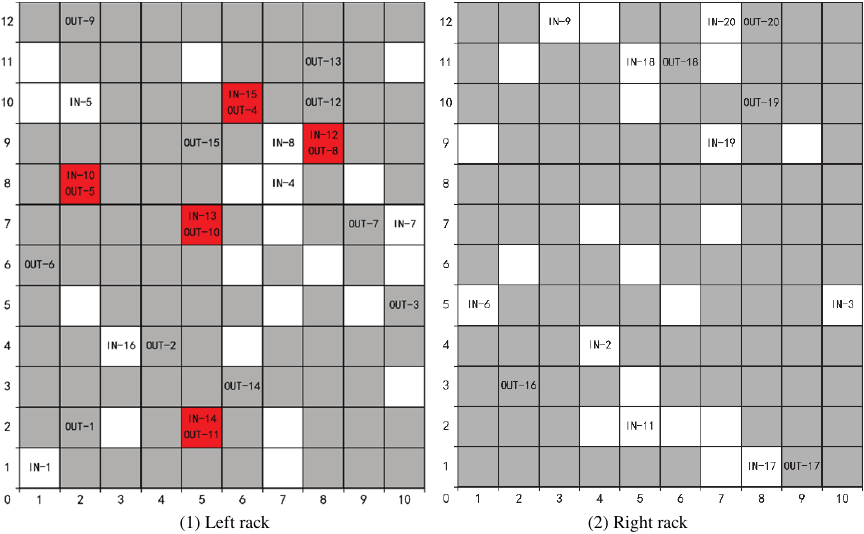
Fig. 9. Twin-aisle rack layout and task location (both sides: inbound and outbound).
To investigate the selection process of inbound tasks when outbound tasks are generated in twin-aisle rack, a second experiment was designed, with 20 outbound tasks generated at random in both racks. The experimental results are depicted in Fig. 9. It shows that when outbound tasks are generated on both sides of the racks, inbound task selection prioritizes minimizing operation time. For instance, if outbound slot 2 is located at \((4,4)\) on the left rack, the nearest available slot \((2,5)\) in the single aisle rack is chosen as the inbound slot, resulting in a movement distance of 11. However, in the twin-aisle rack linkage configuration, the right rack slot \((4,4)\) is selected as the inbound slot, resulting in a movement distance of 8. Thus, to minimize operation time, the right rack slot \((4,4)\) is chosen as the inbound point.
This experiment shows that at high utilization rates, single aisle rack may not have enough nearby empty slots for inbound tasks in the vicinity of outbound slots. In such scenarios, linking the two racks improves slot utilization, reduces the stacker’s travel time, and increases operational efficiency.
5. Conclusions
This study examines the widely used AS/RS in real warehouses, focusing on the integrated optimization of inbound and outbound task scheduling and slot allocation. The optimization problem requires simultaneous decisions on task execution order and slot selection, with the goal of minimizing total completion time. A method is proposed for selecting inbound tasks based on the locations of outbound tasks and available empty slots, considering dynamic slot allocation. Additionally, a genetic algorithm with a penalty function is developed to ensure the feasibility of task assignments. Simulation experiments validate the effectiveness of the proposed algorithm, demonstrating a significant reduction in task completion times through optimized inbound task sequencing. This study offers valuable optimization strategies for warehouse managers, enhancing the integrated scheduling and slot allocation of inbound and outbound tasks with substantial practical benefits.
- [1] L. Polten and S. Emde, “Multi-shuttle crane scheduling in automated storage and retrieval systems,” European J. of Operational Research, Vol.302, No.3, pp. 892-908, 2022. https://doi.org/10.1016/j.ejor.2022.01.043
- [2] L. Chen and Z. Lu, “Optimization for storage location assignments and interleaving problems in an automated storage/retrieval system,” J. of Industrial Engineering and Engineering Management, Vol.26, No.1, pp. 42-47, 2012 (in Chinese).
- [3] A. Cai, J. Ying, J. Wang et al., “Scheduling model of crane in distributed automated warehouse,” Computer Integrated Manufacturing Systems, Vol.22, No.3, pp. 793-799, 2016 (in Chinese).
- [4] H. C. Hwang and J. Kang, “An improved algorithm for the lot-sizing problem with outbound shipment,” Omega, Vol.100, Article No.102205, 2021. https://doi.org/10.1016/j.omega.2020.102205
- [5] S. Emde, L. Polten, and M. Gendreau, “Logic-based benders decomposition for scheduling a batching machine,” Computers & Operations Research, Vol.113, Article No.104777, 2020. https://doi.org/10.1016/j.cor.2019.104777
- [6] X. Zhang, Y. Chen, and P. Wang, “Application of genetic algorithm in path optimization of stacker,” J. of Anhui Polytechnic University, Vol.34, No.6, pp. 33-38, 2019 (in Chinese).
- [7] J. L. Heskett, “Cube-per-order index: A key to warehouse stock location,” Transportation and Distribution Management, Vol.3, No.1, pp. 27-31, 1963.
- [8] A. Silvaa, L. C. Coelhoa, M. Darvisha, and J. Renauda, “Integrating storage location and order picking problems in warehouse planning,” Transportation Research Part E, Vol.140, pp. 1-22, 2020. https://doi.org/10.1016/j.tre.2020.102003
- [9] J. Zhu, W. Zhang, and F. Xue, “Storage location assignment optimization of stereoscopic warehouse based on genetic simulated annealing algorithm,” Computer Applications, Vol.40, No.1, pp. 284-291, 2020 (in Chinese).
- [10] B. Yan, C. Yan, F. Long et al., “Multi-objective optimization of electronic product goods location assignment in stereoscopic warehouse based on adaptive genetic algorithm,” J. of Intelligent Manufacturing, Vol.29, No.6, pp. 1273-1285, 2018. https://doi.org/10.1007/s10845-015-1177-7
- [11] A. Cai, X. Xue, S. Guo et al., “Stacker scheduling of layouts for automatic warehouses with double ended,” Chinese J. of Mechanical Engineering, Vol.30, No.6, pp. 735-741, 2019 (in Chinese).
- [12] Y. Jiao, X. Xing, P. Zhang et al., “Multi-objective storage location allocation optimization and simulation analysis of automated warehouse based on multi-population genetic algorithm,” Concurrent Engineering, Vol.26, No.4, pp. 367-377, 2018. https://doi.org/10.1177/1063293X18796365
- [13] K. Hachemi, Z. Sari, and N. Ghouali, “A step-by-step dual cycle sequencing method for unit-load automated storage and retrieval systems,” Computers & Industrial Engineering, Vol.63, No.4, pp. 980-984, 2012. https://doi.org/10.1016/j.cie.2012.06.009
- [14] P. Yang, L. Miao, and M. Qi, “Integrated optimization of storage location assignment and route planning in a multi-shuttle automated storage and retrieval system,” Tsinghua Science and Technology, Vol.51, No.2, pp. 261-266, 2011 (in Chinese).
- [15] W. Yang, J. Liu, T. Yue et al., “Integrated optimization of location assignment and job scheduling in multi-carrier automated storage and retrieval system,” Computer Integrated Manufacturing Systems, Vol.25, No.1, pp. 247-255, 2019 (in Chinese).
- [16] L. He, Y. Tao, J. Luo et al., “Job integrated optimization of automated storage/retrieval systems based on two-stage wolf pack algorithm,” Chinese J. of Mechanical Engineering, Vol.33, No.21, pp. 2538-2546, 2022 (in Chinese).
- [17] M. L. Li, E. Wolf, and D. Wintz, “Duration-of-Stay Storage Assignment under Uncertainty,” Int. Conf. on Learning Representations (ICLR), 2020.
- [18] A. Rimélé, P. Grangier, M. Gamache et al., “E-commerce warehousing: Learning a storage policy,” arXiv:2101.08828, 2021. https://doi.org/10.48550/arXiv.2101.08828
- [19] F. Berns, T. Ramsdorf, and C. Beecks, “Machine learning for storage location prediction in industrial high bay warehouses,” Proc. of ICPR Int. Workshops and Challenges, Part IV, pp. 650-661, 2021. https://doi.org/10.1007/978-3-030-68799-1
- [20] J. Schulman, S. Levine, P. Abbeel et al., “Trust region policy optimization,” Proc. of the 32nd Int. Conf. on Machine Learning, Vol.37, pp. 1889-1897, 2015.
- [21] D. Rao and N. Luo, “Stacker scheduling and repository location recommendation based on multi-task reinforcement learning,” Computer Engineering, Vol.49, No.2, pp. 279-287,295, 2023.
This article is published under a Creative Commons Attribution-NoDerivatives 4.0 Internationa License.