Review:
Intelligent Grinding
Konrad Wegener*1,†
 , Peter Krajnik*2
, Lukas Weiss*3, Markus Maier*3
, Daniel Knüttel*3
, Muhammad Ahmer*4
, Michael Wulf*5
, and Marcel Wichmann*6
, Peter Krajnik*2
, Lukas Weiss*3, Markus Maier*3
, Daniel Knüttel*3
, Muhammad Ahmer*4
, Michael Wulf*5
, and Marcel Wichmann*6
*1ETH Zürich
Rämistrasse 101, Zürich 8092, Switzerland E-Mail: wegener@iwf.mavt.ethz.ch
†Corresponding author
*2Department of Industrial and Materials Science, Chalmers University of Technology
Gothenburg, Sweden
*3inspire AG
Zürich, Switzerland
*4Manufacturing and Process Development, AB SKF
Gothenburg, Sweden
*5IFW Institute of Production Engineering and Machine Tools, Leibniz University Hannover
Hannover, Germany
*6DMG MORI Digital GmbH
Bielefeld, Germany

Grinding is a process that still today largely depends on the skill and experience of the operator. For grinding, no generalized computer-aided manufacturing tool exists as for milling, and the grinding machine manufacturers have their proprietary process planning tools for the path planning. The success of a grinding process furthermore depends on a suitable conditioning of the grinding wheel and not only on the appropriate selection of the process parameters. Skilled operators are, on the one hand, capable of setting up the process in shorter time than their less skilled colleagues and with immediate success. Artificial intelligence, driven by sufficiently increased computational performance, is increasingly capable of handling manufacturing processes, particularly as these processes become more complicated and experience-based. Therefore, extending the machine’s ability towards what today is the task of the operator, namely process planning feeding the vision of “operator integrated” is a breakthrough in zero defect manufacturing and first part right for grinding processes. The paper conceptualizes an intelligent grinding machine that uses ontologies, applies rule-based planning tools, makes use of physical as well as autonomous modeling, and is capable of learning. Moreover, the processes of grinding and dressing are fully monitored so that a self-learning ability is provided. Learning is fed from different sources, from monitoring, from other machines requiring filters built on physical models, and from the operator with the ability to deal with incomplete, unstructured, and unreliable data. From this the way, how such a machine communicates with operators must be completely different than today. Research results and literature are provided to discuss the different aspects like machine state monitoring, process monitoring, and parameter selection for an optimized grinding process.
1. Introduction and Origin of Intelligent Grinding
As grinding is a process dealing with extremely hard materials, the grinding process is heavily affected by tool wear and has been developed such that the generation of the tool from a provided raw grinding wheel and the restoration of the tool are integrated within the process. Grinding therefore is a complex process governed by a large number of influencing factors, as shown in Fig. 1, and is thus difficult to master. Naturally, physical models for the different aspects are available and discussed in 1. However, it is still impossible to predict the outcome of the whole process chain of profiling, sharpening, and grinding to the properties of the workpiece, leaving industries with the experience of the operators. According to 2, machine tool makers already today collect the knowledge available and compress them in an expert system, a database, perhaps with a user interface structuring the necessary input in shape of a questionnaire, as for instance shown in 3.
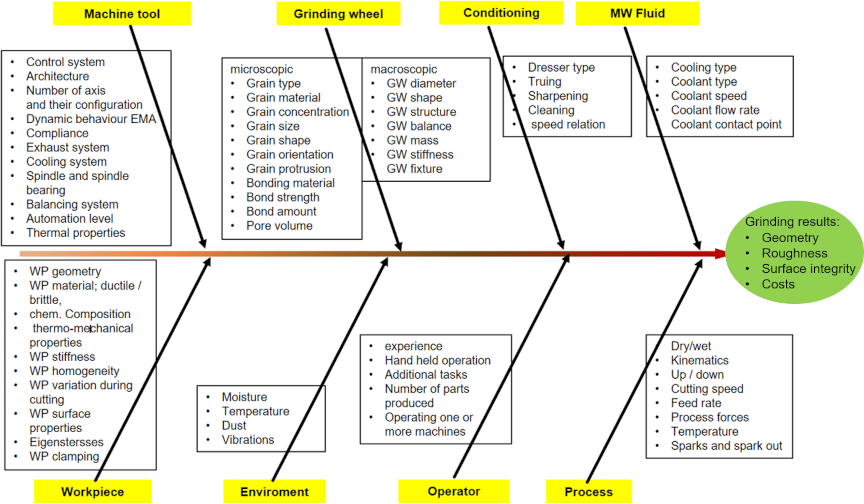
Fig. 1. Ishikawa-diagram of the grinding process.
For decades, the key driving factors behind investments in grinding technology have been to boost productivity. These productivity gains are often realized through advancements towards shorter cycle times 4 and reduced machine non-productive times (caused by factors such as operator error, maintenance issues, and machine faults).
Over the past 30 years, the strategy to develop more intelligent grinding has been to integrate more sensors into the machines, which has led to increased monitoring sophistication, but also heightened complexity. Such hardware enhancements also paved the road for the development of (software) expert systems, which required access to machine controls, such as computer numerical control (CNC) and programmable logic controller (PLC). In the early intelligent grinding systems, the execution of the expert system was included in the CNC, while process-knowledge development remained separate and was not provided with the machines 5. Such pioneering expert systems were designed as tools to reduce non-productive times caused by operators, identify programming errors, and assist in process selection and planning. However, the implementation of expert systems on grinding machines faced limitations due to available memory size, manual data transfer between different machine modules, and limited integration with computer-assisted design/computer-assisted manufacturing systems. Especially, these expert systems were static, loaded, or deliberately reloaded, but incapable of learning. Modern concepts of expert systems, however, foresee to utilize technologies such as Industrial Internet of Things (IIoT), cloud computing, deep and federated learning, and big data analytics for diagnostic control and optimization 6, but are still on the threshold of applicability in industry. Lack of labeled data, lack of connectivity, openness, and cooperation, and therefore limited business opportunities hinder further dissemination.
In discussing intelligence in grinding, however, it is essential to draw some parallels with human intelligence. According to Encyclopeadia Britannica, human intelligence refers to mental abilities that enable a person to learn from experience, adapt to new situations, understand abstract concepts, and use knowledge to manipulate its environment 7. Intelligence is hence not a singular ability, but a combination of cognitive processes such as perception, learning, memory, reasoning, adaptation, and problem-solving. The understanding of “human intelligence” as described can be translated to “machine tool intelligence.” In the context of machine tools, intelligent grinding machines should possess the ability to
-
learn from past “experience” (e.g., machine learning);
-
adapt to the process in real-time (e.g., adaptive control);
-
use information from sensor(s) to manipulate its operation (e.g., process monitoring);
-
retrieve and process information from different kinds of sources like IIOT, MES, other machines, and human operators; and
-
fuse information retrieved from different sources and past experience.
Moreover, it is also crucial to distinguish between “intelligent machine tools” and “intelligent machines,” the latter traditionally associated with computers. In 1950, Alan Turing posed the question, “Can machines think?”—and upon concluding that the question is ambiguous—developed the Turing test to determine whether a machine can demonstrate human intelligence 8. Shortly after, in 1955, John McCarthy coined the term artificial intelligence (AI) as “the science and engineering of making intelligent machines” 9. It is remarkable that nearly 70 years later, AI constitutes one of the key aspects of the future intelligence of machine tools as well. In this context, AI can be understood as the ability of machine tools (and robots) to perform tasks commonly associated with humans, such as the ability to reason, discover meaning, generalize, or learn from past experience. Machine tools can reason using physical or empirical models and sensory information. 110 years ago, George I. Alden recognized that almost every aspect of grinding process behavior depends on the maximum uncut chip thickness 10. Most fundamental grinding knowledge is still contained in physical models, based on first principles of grinding mechanics, thermal aspects, etc. 11. In this consideration, the early intelligence in grinding was incorporated into process models. While these models remain pertinent for understanding the fundamental process mechanics, their precision is somewhat limited due to process complexity, interdependencies, and the approximations used. Therefore, physical models of chip thickness, forces, specific energy, and temperatures cannot provide fully accurate simulations or predictions of the process outputs. Consequently, researchers started to develop data-driven methods for on-line process identification, optimization, and adaptive control—where the intelligence comprises the entire grinding system, not just the grinding process as a separate entity. For example, in 1964 Peklenik 12 proposed the idea of considering a material-removal process as a black box within the closed loop of the machining system, measuring selected input and output signals and correlating them. Further progress in this direction was facilitated by advancements in sensors/monitoring and data analytics, which enabled on-line process identification and adaptive control. There are numerous solutions available for adaptive control of grinding, typically relying on monitoring acoustic emission (AE), accelerations, spindle power, and grinding forces. For example, Grabec and Kuljanić 13 described the role of AI in analyzing AE signals for process optimization, utilizing self-organized neural networks of Gaussian neurons to create non-parametric regression models that adapt to empirical data, ultimately estimating missing process parameters from (partial) sensor information. AI typically implies a level of decision-making that relies on sensor inputs, supporting tasks that might otherwise require a machine operator or process planner. In this context, AI can potentially aid grinding by analyzing data both within a grinding machine and from external sensors, adjusting the process parameters as necessary. For example, AI is capable of translating data from monitoring to make decisions such as to increase or reduce feedrate to avoid thermal damage as in adaptive control, or to raise an alarm call for operator intervention. The application of AI tools such as artificial neural networks, genetic algorithms, and case-based reasoning in grinding systems has been discussed already in a 1994 CIRP Keynote paper 14. The described approaches, established in research and industrial practice for at least 30 years, are now gaining a new momentum, due to unprecedented improvement in hardware/sensors, computing power, and machine learning capabilities—all driving the transition towards (more) intelligent grinding technology.
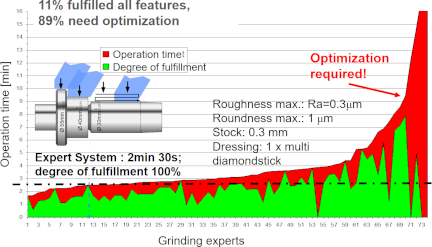
Fig. 2. Grinding competition, operation times for a workpiece with six different features with given tolerances. Green: achieved features, red: non-achieved features after the setup (with the kind permission of Studer AG) 15.
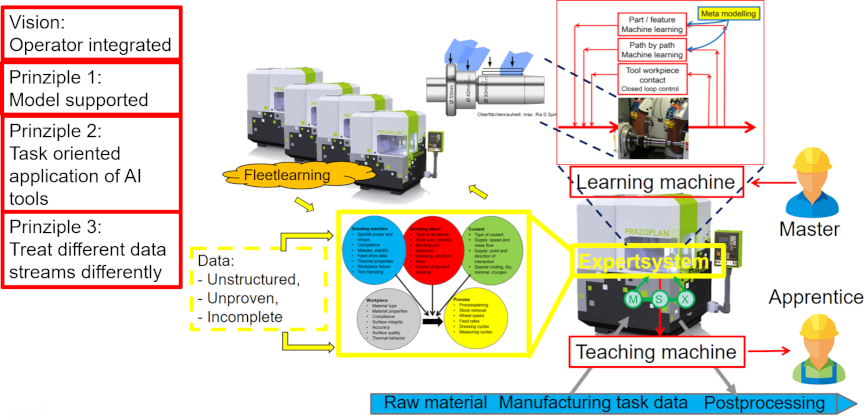
Fig. 3. Concept of an intelligent grinding machine.
Figure 2 shows a test with 74 experienced grinders with the same part consisting of six different features with tolerances, three surfaces with roughness limits, and three cylinders with limited roundness. The diagram shows the time required from the grinding experts after the setup of the process to make the first part, which shows a wide spread of competences. The spread becomes even more pronounced when it is considered that grinders with a red area below the operation-time curve did not achieve all six features within tolerance. If \(x\) features could not be achieved, the size of the red area is \(x/6\) of the whole distance between the abscissa and the curve. This means that further optimization with further setup time or even further operation time is required. The provided expert system from Fritz Studer AG achieved 2 min 30 s. However, eleven experts were even able to outperform the expert system, and it becomes completely clear that a “keep it simple” approach is bound to fail because the process itself is complex. Two consequences need to be pursued:
-
There is a need even for experienced grinders to have an assistance system.
-
Learning from the best experts would enhance the expert system.
This test result shows the economic and ecological requirements for future intelligent grinding machines equipped with a self-learning expert system as outlined in Section 2. The expert system in this test was a static system but with utilization of rule-based approaches and analytical equations representing the ground truth of grinding similar to what has been provided in 3 and 16.
This review is organized in nine sections. Sections 2 and 3 provide an overview of the path toward an intelligent grinding system. Section 2 explains the necessary functionality, while Section 3 introduces learning expert systems, which is the integrative functionality of the intelligent grinding system. The following sections present solutions, which fulfill tasks necessary for achieving the vision of an intelligent grinding system. These are machine state monitoring, selection and optimizing process parameters, predictive maintenance, and remaining useful lifetime estimation, as well as classification and storage of process parameters. A conclusion summarizes achievements and open issues.
2. Concept of Intelligent Grinding Machine
A concept for an intelligent grinding machine is developed based on this insight and shown in Fig. 3, which is capable of learning from different sources as pointed out above. The central vault of information as well as relational intelligence is the expert system itself, structured according to the colored bubbles in Fig. 1 and the Ishikawa diagram respectively, reflecting influences from the grinding machine, the grinding wheel and the metal working fluid, the workpiece, and the process parameters. They are all related to the grinding results with the help of models which are rule-based, analytical, data-driven, or stored response surfaces, so that physical truth is taken as the backbone and is enhanced and complemented by data-driven and adaptive models. As an example, the theory of aggressiveness from 17,18 is used to establish rules of similarity. Driving force is not only productivity, but also machine autonomy. This system is bio-intelligent as defined by 19 because it contains a central intelligence which is connected to a large number of sensors providing an image of the system and its environment. The image is intended to be as complete as possible, so that together with physical models, a digital twin of the machine, process, and part is established. A large number of sensors are interconnected with the central intelligence and with each other, enabling sensor fusion and partial redundancy for fail-safe behavior. Different task-adapted artificial intelligence tools like different variants of neural networks: artificial, convolutional, and deep neural networks (ANN, CNN, and DNN), or more specialized neural network structures as the long short-term memory network (LSTM), Markov and rule-based decision processes, decision trees (DT), fuzzy inference systems (FIS, ANFIS), \(k\)-nearest neighbor (kNN), genetic algorithm (GA) classifiers, support vector machines (SVM), or eXtreme Gradient Boosting (XGBoost), etc., are installed for different tasks of the system to keep autonomy up. Selections are mostly made intuitively, revealing a need for research. In addition, physical models need to be exploited to provide already explored knowledge on interdependencies. The system further needs to adapt to different situations. An overview on self-adaptive systems is provided in 20. Reviews of applications of different AI tools in grinding are presented in 21 and 22, independent of the grinding process. The authors provide tables on the utilization of sensors showing the importance of precise data acquisition and the different AI tools applied mainly for the process planning and optimization. An AI-based framework for deep learning applications in grinding to enable the adaptive control of the process is presented in 23. The most important stream of information to be used by the machine stems from its own observations, which means that a powerful monitoring system for the process must be available as pointed out in 21, where the most comprehensive overview on process and tool monitoring techniques is provided. The important properties of the workpiece, i.e. dimensions, shape, surface roughness, and changes of the substructure, need to be detected from the equipment. Furthermore, any kind of signals from the process zone might help to understand the status of the process and machine, and give indirect information on the outcoming results. Utilization of this information can be done in terms of three closed-loop cycles. The first directly and immediately feeds monitoring data back to the process parameters, e.g., cutting speed, feedrate, or coolant supply, requiring a basic control strategy. A second closed loop cycle takes up the measurements of a ground surface and is then capable of providing some corrections to the same or the next surface to be manufactured. The third cycle is the machine learning cycle, which stores the relevant process parameters together with the achieved properties for training of any intended data-driven model, for instance a neural network being part of the expert system of the machine. The information can then later on be retrieved for the setup of a different, but somehow related manufacturing task. The required expert system differs from standard expert systems, which have been in use for some 50 years, such that it is equipped with learning and reasoning abilities. In addition to the information from the process zone, status information of components, like temperature, wear, and friction, is important for a complete picture of the machine behavior, which is indicated in Fig. 3 by the subcomponents motors (M), sensors (S), and axes (X).
The second source for feeding the expert system is federated learning or transfer learning from other machines and processes. In the federated learning approach, a central database exists that distributes information to other satellite machines, while transfer learning refers to machines learning from each other. In both cases a transfer mechanism must be established. This is in the simplest case the direct takeover of data from the source machine. To be capable of learning from different machines, physical models help to adjust the data gained on one machine to the requirements of the other machine. The important prerequisite is to establish the connectivity of all the machine tools, which is discussed in 24. The third and most powerful source of information are the operators, though the most difficult to retrieve. Success factors and barriers for collaboration between human experts and machines with AI capabilities are discussed in 25 on the basis of a social science approach. An example of how to capture tacit knowledge of skilled operators for robot belt grinding is demonstrated within the interactive generation of a toolpath and tool orientations for robot belt grinding in 26. To run the machine, operators need to provide any information necessary for a successful grinding operation, which can be used for the machine training. It is expected that less skilled operators tend to use the machine in teaching mode, which makes it easier for the operator. Nevertheless, approaches are also discussed in which the company decides who is allowed to teach the machine, requiring personal identification at the machine. A common problem of all business models based on the accumulation of user information is that it must be reviewed: checked for plausibility, which today is generally done by humans, assisted by data analytics for anomaly detection and clustering. Variants of the approach assign confidence levels to parameter sets, depending on their plausibility, completeness of inputs, frequency of occurrence of similar ones, qualification of the source, validation by authorized instances, etc. which is a task suited well for humans but difficult to install on the machine.
Executing the build plan for bio-intelligent, autonomous grinding machines is a long-term undertaking; accordingly, this work presents foundational research into key system elements, namely the tools and methods suitable and helpful for commissioning. The following sections describe structuring of the expert system, machine status monitoring exemplified for temperature control, grinding wheel monitoring and monitoring by influence on workpiece quality, remaining useful lifetime (RUL) prediction, optimal parameter selection, and finally process knowledge storage. Reference 27 also discusses the application of grinding models in industry. The ARGUS system 16 for continuous gear grinding from Reishauer AG, implemented on and delivered with their gear grinding machines, combines physical and data-driven models. As the machines are interconnected via edge devices with the company’s internal cloud, the system learns from the population of all machines in the market. ARGUS is already well developed in the direction of an integrated system, as it is capable of proposing and optimizing gear grinding processes as well as monitoring the machine’s components. It is self-learning as proposed but only with human interaction. Different sensor signals from machine components are also utilized to trace errors on the workpiece back to their origin. A valuable combination of different technologies for operator assistance systems in grinding results from the combination of rule-based systems with self-learning modules as proposed in 28. While the former contains scientific grinding knowledge and existing experience, the latter enables the acquisition of new knowledge and adaptation of existing rules. While the setup of complex processes with high requirements is often connected to driving a DOE, the exploitation of self-learning capabilities allows the number of experiments to be reduced by directly excluding unfavorable or detrimental parameter areas.
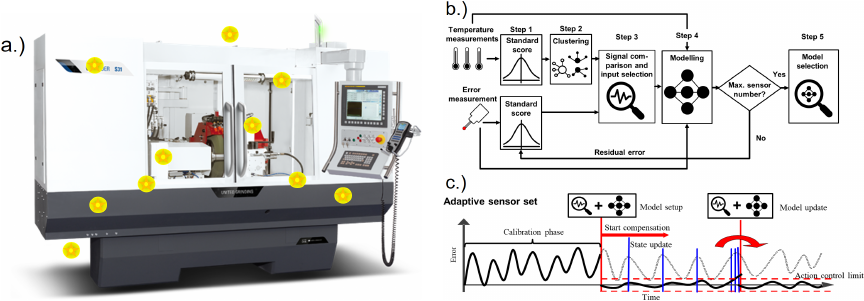
Fig. 4. Self-learning thermal compensation of a grinding machine. (a) Grinding machine with temperature sensors (stars). (b) Flowchart, (c) Time sequence (modified from: 40).
3. Ontology Based Expert System
The heart of the envisaged expert system is formed by the inference machine and the ontology with coupled decision algorithms and models. Ontologies for generation of process parameters are a fairly recent development. Most applications in manufacturing are still just structuring knowledge rather than generating new knowledge from an existing knowledge base. A knowledge management approach for grinding based on ontology has been proposed in 29. The human machine interface (HMI) provides an intuitive interface to the machine operator to display the reasoning results in a human-understandable way. Furthermore, machine user inputs are translated into a machine-readable way and processed through the filter to query the ontology via the inference machine, or eventually consult available models. The ontology contains the process parameter relations and enables human-understandable output with explanations of the reasoning process.
If the requested information is new for the system, the decision algorithms inquire associated models to obtain, for example, an initial parameter estimation for a new material. These models can be generated from multi-physics simulation, AI-based models, or simplifying meta models. The modular approach allows us to utilize and exploit generated models directly on the machine.
Since the machine performance should improve with time and not degrade, the expert system must be able to capture the entire complexity of the process including changes of the machine state. With the help of machine sensors, machine or process states such as grinding burn can be identified and associated with the current process parameters in the database (see Sections 5.1 and 6.2). Besides machine states, relevant environmental factors such as the temperature or humidity are additionally tracked and considered by the expert system. Once the most meaningful and significant sources are identified and saved to the database, the inference machine can derive from the available process knowledge responses to questions from the machine operator.
Since the information fed to the expert system can be unstructured, unproven, or incomplete, with various data formats, as pointed out above, the capability to filter and extract relevant information from the multiple sensing systems and machine operator inputs is essential to handle the data properly. Input data can be verified by the reasoner of the ontology and checked for plausibility. In case of plausibility conflicts, related models can indicate more suitable propositions. Additionally, missing data, which can not be retrieved from the database or models, can be completed by learning cycles, which trigger the acquisition of new data to update the database. There are multiple languages to generate databases and ontologies such as resource description framework (RDF), description logic (DL), or F-logic (frame logic). However, the most commonly used language is the Web Ontology Language. The implementation of such ontologies can be in Python (more recently) or with proper software tools such as the freeware tool Protégé 30 or the commercially available Ontostudio from Semafora Systems 31. In the field of grinding, Hong and Yin 32 developed three top-level ontologies: function ontology, behavior ontology, and morphology ontology. Another example was presented by Wang et al. 33, where an ontological model of the spindle box system was generated to represent the domain knowledge. To maintain and evolve ontologies, 34 presented an approach to adapt and implement changes in ontologies for manufacturing systems. To reason about the grinding machine state or process parameters, Semantic Web Rule Language (SWRL) rules can be used to query about logical interrelationships. The possibility to infer the bearing state and identify defective elements for condition monitoring of manufacturing processes was demonstrated in 35. The combination of the ontology and inference machine with machine sensors and learning cycles makes the expert system a powerful and strong support tool for the machine operator. In particular, the logical reasoning allows validation of process parameters by verifying machine inputs on plausibility.
A novel upcoming approach is knowledge treasures on the basis of large language models (LLM), or combinations of LLMs with ontological structures, as presented in 36. Essential for beneficial utilization of LLMs is to provide a limited amount of certified, reliable literature as knowledge base. Proposed parameters are always accompanied by a metric for the degree of reliability. In future, rules for plausibility checks and automatic evaluation of reliability will increase the independence of the machine from operators’ decisions.
4. State Monitoring
The intelligent grinding system shall have increased autonomy, which means that the monitoring system is not only observing the process but also the health status of the machine and its components and has to adapt the machine to its environment. In precision machining, the most important thing is to solve the issue of compensation of the thermal movements of the machine, where a lot of work has been done in the past. It was recognized in 37,38,39,40 that a good alternative to FEM modeling of the machine is self-learning approaches as also the physical equations need for good accuracy a lot of measurements from thermal expansion coefficients to the governing heat transfer coefficients. Fig. 4 presents the setup of a self-learning thermal compensation for a grinding machine. It is equipped with temperature sensors (stars in Fig. 4(a)) and touch probes between the workpiece side and the tool side, which is the spindle stock. An autoregressive (ARX) model with external inputs is trained from temperature measurements and detection of positioning faults of the machine. As shown in Fig. 4(b), this model is used to predict new position correction values based on the machine’s movements and the temperature sensor readings. From time to time, the model becomes re-validated with the touch probes. If it no longer predicts the deviations measured with the touch probes with sufficient accuracy, the recalibration is started. It is useful to start the accuracy check whenever the grinding wheel is conditioned. The update of the model also re-considers the suitability of the temperature sensors in step 1 to 2. The sensor input is normalized and clustered with a support vector machine approach. From each of the clusters, only one sensor is selected for the input to the model. The procedure to enhance the compensation strategy is shown in Fig. 4(c). After some training of the model, the machine errors, which can be compensated by the machine axes, are suppressed by calculating corrections of the position errors from the compensation model and feeding them to the control. After some time, when deviations between model predictions and the probing results differ too much, the model becomes re-calibrated, and at the same time, the input selection is repeated.
The procedure described is only one aspect of state monitoring and is displayed here to show that state monitoring of the machine does not only influence the up-time, but determines the process results, the accuracy of the part.
Included in the monitoring system is also the status of the grinding wheel, discussed in Section 6.2, and that of the dressing tools. The dressing cycles, for example, must be steered by the monitoring system, which also shows how the machine status is geared with the process. While technologies for process monitoring and for monitoring the state of the machine exist today, the fusion of both information, which is necessary to predict the properties and quality of the workpiece, as well as to define the trade-off between redundancy for diagnosis coverage and complementary, is still an open research field. Especially for thermal compensation, increase in accuracy and feedforward control will be upcoming research topics.
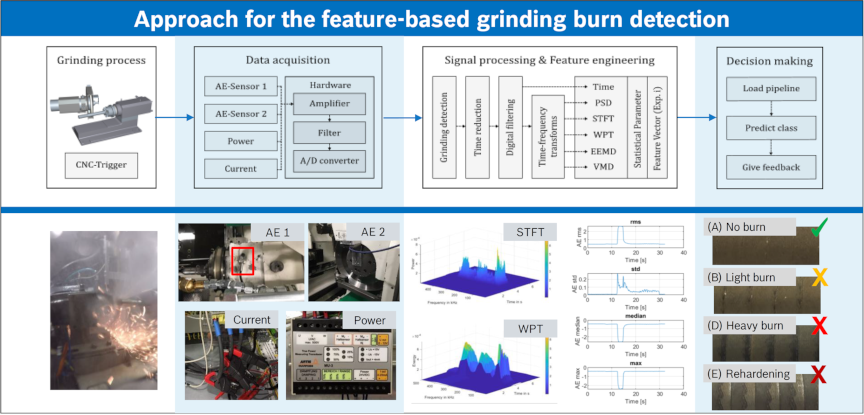
Fig. 5. On-machine grinding burn detection, data processing pipeline and utilization of classification of grinding burn and intelligent decision making (source: 44).
5. Intelligent Process Control
A recent CIRP keynote paper 27 in addition to physical modeling of grinding processes also introduced AI-based modeling and monitoring approaches. Any introduction of AI-based solutions starts with the selection and correct placement of sensors, which is a task still based on intuition. In some cases, as in 41, physical modeling is able to give some hints. After emission of signals from the process zone, the signal passes a distance to the sensor position, which has a frequency-dependent transfer function augmenting and/or mitigating specific frequency bands, which means that for instance AE sensors at different places or microphones provide different information content. The resulting signals from the sensor are always time series and can be mathematically transformed into different frequency or time-frequency domains as described in 27 and pointed out below. These transformations can also use cross correlations between different signals by folding one signal with the other. But this operation requires precise synchronization for instance with a trigger signal emitted by the data acquisition (DAQ) system or the NC control. From the time series or the transformations, different scalar values are derived and selected as features, which is generally described in 42 and also specifically for a grinding problem shown in 43. It should be pointed out that the feature generation and selection do not only intuitively take values that directly describe anomalies, but also test the features for their information content, correlation to some outputs, or importance for the detection of process properties, which is described in 44 and 45. The last step in the process chain is the classification, which is discussed in more detail in Section 5.1, where different technologies are implemented and compared. In 46, discrete hidden Markov models are explored for the prediction of the grinding wheel wear from an AE sensor signal. Review papers 47,22 have collected different AI approaches for monitoring grinding processes, especially with respect to grinding burn indicating its importance, but also comment on general wheel wear, roughness, and geometric accuracy.
5.1. Grinding Burn Avoidance
An essential topic for intelligent grinding is the exploitation of signals from the process and their use in decisions for further processing. Grinding burn is the most feared damage that can occur during grinding. The standard way to deal with grinding burn is to use the Nital-test offline or Barkhausen noise analysis, creating a significant delay between manufacturing and quality check. The situation motivated significant research into the on-machine and in-process detection of grinding burn laid down for instance in 48,49,50,51 largely based on signals from AE sensors and/or acceleration measurements and measurements of the spindle current/power.
A true sensor fusion approach does not only use the information content of each signal individually, but also merges them with different mathematical operations, for instance cross correlations to finally extract some features, which can indicate the exceptions from normal operation. Features are scalar values characterizing the signal itself or its transformation. Transformations applied in literature are, according to 43, the fast Fourier transform, the short-time Fourier transform (STFT), the wavelet transform , the continuous wavelet transform (CWT) or wavelet packet transform (WPT), the Hilbert transform in the variants of Hilbert–Huang transform (HHT), empirical mode decomposition (EMD), ensemble empirical mode decomposition (EEMD), variational mode decomposition (VMD), and mel-frequency cepstrum (MFC). The MFC is insofar different from the others and interesting due to its wide application in speech recognition, as it extracts out of the spectrum different frequency ranges by filters and then reconstructs the signal 52. The next step is the extraction of scalar values, the features from the transformed signals. Again, different possibilities and standards exist, some of which are coming from surface roughness analysis, such as RMS, kurtosis, and skewness.
The whole pipeline for grinding burn detection running in a job shop for grinding ball screw spindles is shown in Fig. 5 starting from the acquisition of original data as time-dependent signal values. These are preprocessed by detection of the grinding situation, by cropping out a relevant and significant section of the signal, which is then filtered and transformed, such that the features can be computed. The system setup starts with a huge number of different features out of different transforms, which are then reduced by clustering, SVM, univariate filter method (ANOVA), or recursive feature elimination (RFE) to arrive at 87 of the most significant features from all four sensors.
With the tree-based XGBoost or alternatively with deep state space model (DSS) with hyperparameters optimized by Bayesian optimization, the classification into the grinding burn classes according to ISO 14104 is realized. With Nital etching, the ground specimens are classified experimentally which is then used for reinforcement learning. The 100% Nital testing was necessary, as the monitoring system was directly implemented in the running production of safety relevant parts.
The training data have been collected with three different grinding wheels and three different steel materials. The classification into grinding burn according to the predefined threshold was possible with 99% accuracy, while a classification into the four ISO 14104 classes was achieved with 98% accuracy. These classification results outperform any other classification so far achieved. It could be proven that omitting the signals of one of the sensors creates a significant loss in classification accuracy, though a reasonable classification result still can be achieved. Furthermore, it was detected that for a grinding wheel not included in the training set a classification was still possible but again with an important loss of classification accuracy.
All the details on the machine learning model’s architecture and the dataset used for training and cross validation including their sizes, definitions of the finally selected input features and their scaling, and avoidance of overfitting are given in 43.
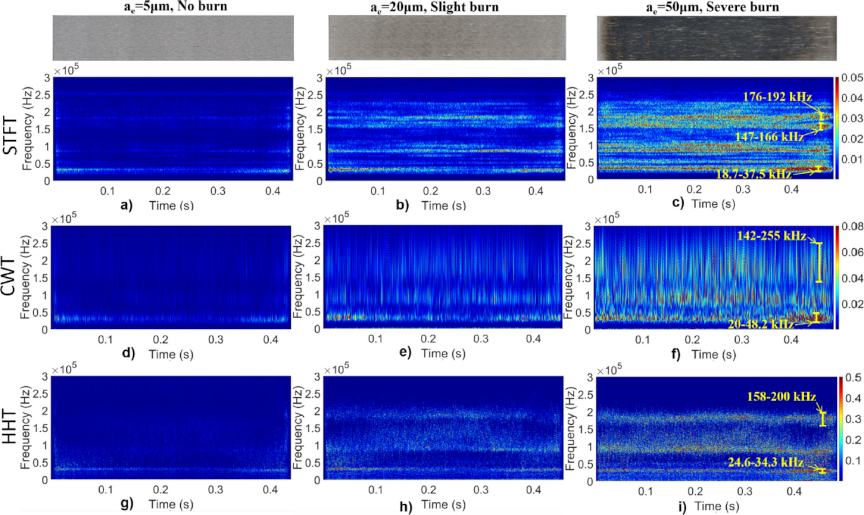
Fig. 6. Time-frequency transform of an AE-signal for detection of grinding burn applying STFT, CWT, and HHT (source: 48).
An example in the time-frequency domain is given in 48 and demonstrated in Fig. 6. One important advantage of these transforms is the possibility to use the powerful tools of image recognition by convolutional neural networks (CNN) for the classification into the different stages of grinding burn. The best performing was the STFT transform, which together with the chosen CNN architecture provided a classification accuracy of 99.4%, where the ground truth was provided by the optical appearance of the ground surface after grinding. Using laser irradiation to emulate grinding burn on different steel grades, 53 showed that the AE signal in the 150–350 kHz range is attributable to structural changes in the subsurface layers. This explains the increased amplitude observed under grinding-burn conditions in Fig. 6.
5.2. Surface Quality Control
In 41, an indirect monitoring of surface quality was established based on sensor data from acceleration sensors on the tailstock and a power cell on the grinding wheel spindle. With an analytical model it could be predicted that in a frequency band between 700 and 2000 Hz most information concerning the interaction between the grinding wheel and the workpiece is contained. Different values for cutting speed, rotation speed of the workpiece, and radial infeed rate for roughing, semi-finishing, and finishing are used for training of different data-driven models, where the surface roughness \(R_{a}\) was measured as process result, while the data from the accelerometers and the power cell were collected for the four stages of roughing, semi-finishing, finishing, and spark-out. Different time domain features, peak and mean value, standard deviation, skewness, kurtosis, and peak to peak, as well as frequency domain features, total energy, and energy in two different frequency bands were generated and used as input together with the process parameters for training a random forest model to predict \(R_{a}\) for all stages of the grinding process. A prediction accuracy exceeding \(R^2 = 0.93\) for the training and cross validation data has been achieved. The importance of the features was checked by estimating the increase of errors when the relevant feature is omitted, which is a standard validation proof. The mean of tangential acceleration, tangential, and normal vibration energy in the frequency band between 700 and 2000 Hz proved to be the most important features.
The paper 41 mentions that the random forest model performs best in comparison to multiple linear regression, regression tree, and support vector machine according to a selection flow chart provided in the paper due to the high \(R^2\)-value and the fact that the important features correspond well with the physical model of grinding wheel interaction with the workpiece. The large training effort is always a common drawback of data-driven models. The training dataset consisting of process input parameters and labeled results has to cover the whole range of applicability. Training datasets are chosen randomly, for instance as learning within the process, which means that the parameters can be chosen according to production requirements. Different techniques have been developed to choose the training datasets for maximum learning efficiency.
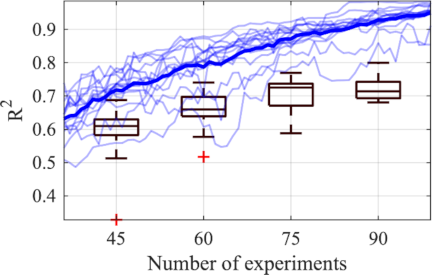
Fig. 7. Comparison of the QBC method (blue) and random experimentation (black box plots) according to 54: light blue is the quality of the different models, and dark blue indicates their average. Red crosses are outliers of the random experiments (source: 54).
In 54, a query by committee (QBC) method is presented. The committee consists of 12 different data-driven models, 10 based on Gaussian processes with different kernel types, the above-described random forest model and a regression tree. These are trained on one and the same dataset for the same task as discussed above, addressing the question of which is the best data-driven model for this purpose. The next experiment is selected at the data point with the largest prediction uncertainty, measured as the difference of the model predictions. A significant reduction of the number of required experiments in comparison to a central composite design of experiments is achieved for the same \(R^2\) as shown in Fig. 7. In Section 7, Bayesian regression is used for determining optimal grinding parameters minimizing the experimental effort, where an acquisition function is evaluated composed of two different aspects: largest uncertainty, as described above and expected best grinding results.
The surface roughness together with the surface integrity, especially induced internal stresses and micro cracks, influence the fatigue life of workpieces, which means their performance in the use phase. In 55 parameter optimization with a recurrent neural network (RNN) using an LSTM architecture was applied to belt grinding of Ni-based superalloys, governed by grinding speed, feed rate, and depth of cut. It was recognized that the LSTM performed better in terms of convergence and \(R^2\) due to the long-distance memory.
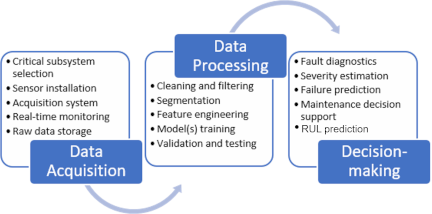
Fig. 8. Failure diagnostic methodology steps in CBM.
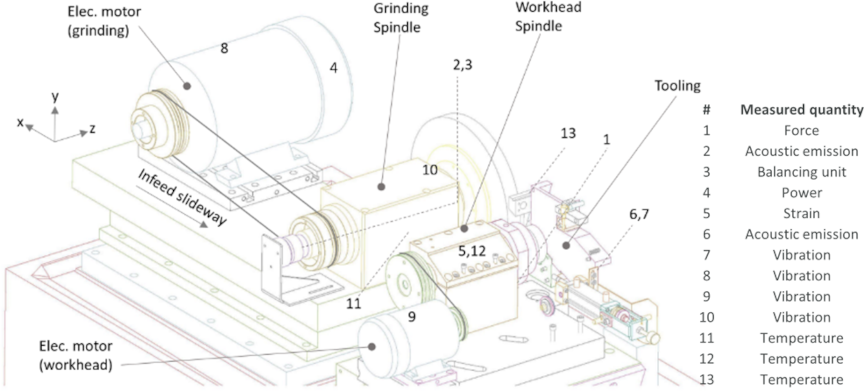
Fig. 9. Location of different sensors installed in the machine (source: 62).

Fig. 10. The data flow through the connected shop-floor network (source: 62,63).
6. Predictive Maintenance and RUL Estimation
6.1. Condition-Based and Predictive Maintenance
Maintenance strategies in the manufacturing industry have progressed from reactive maintenance to preventive maintenance, then to condition-based maintenance (CBM) managed by experts, and later to the vision of intelligent predictive maintenance systems (PdM) 56. The purpose of this development is to recommend maintenance actions on the basis of the observed state (CBM) as proposed in 57 or the expected change of state (PdM). Besides avoidance of further damage to the machine or scrap production, the main assumption is that failures do not appear instantaneously but have a history that can be detected with a suitable sensor coverage before total failure. CBM and PdM essentially rely on process monitoring as the machines’ purpose is the production of parts within quality limits. Monitoring of additional machine components on top is recommended for damage avoidance, fault origin, and prediction of upcoming loss of functionality as pointed out in 58. As a link between process monitoring and machine monitoring, the grinding wheel has attracted considerable attention as shown in 59 and in Section 6.2. Machine learning approaches, based on collected data, have frequently been assessed as the most promising methods for PdM 60.
Figure 8 further explains the CBM strategy, outlining the specific steps involved in its implementation. CBM implementation begins with setting up a monitoring strategy for the grinding machine. Selecting crucial subsystems, identifying techniques for monitoring, and the installation of sensor systems require significant technical means 61 and careful tradeoff with the benefits. For deciding on a maintenance action, the prediction of the remaining useful lifetime (RUL) is crucial and remains the key missing link for useful PdM.
As an example use case, a Lidköping SGB55 grinding machine employed for outside diameter (OD) grinding of the outer raceway of the inner bearing ring is considered. The grinding machine is equipped with a set of sensors as shown in Fig. 9, designed to monitor machine and process parameters 62. Some of these sensors not only serve the purpose of machine monitoring but are also utilized by the machine’s process control during the grinding operation.
The machine was configured to send the grinding recipe and parametric data in every cycle over the Open Platform Communications Unified Architecture (OPC UA) protocol to enable federated learning in future. The data was captured in real-time and stored continuously as shown in the architectural diagram in Fig. 10 representing the system 62,64.
As part of the data architecture, the quality of the ground parts was evaluated based on the quality parameters, i.e., relative diameter, roundness, waviness, surface roughness, and form. The results were stored in a network storage.
The sensor coverage is composed of pre-installed process monitoring sensors with an addition of a cost-effective CBM setup according to a systematic sensor ranking. As test scenarios, failure modes were artificially induced to emulate failure in real production, which were based on the maintenance history of similar types of grinding machines. A balanced dataset was thus obtained to avoid any bias. From each grinding cycle, the same segment is cropped, synchronizing the data acquisition with CNC triggers.
Choosing features only from one and the same segment of each grinding cycle reduces the computational cost due to the reduced feature set. Using the first segment to find top features, the list of top-ranked sensors is given in Table 1.
Artificially introduced faults serve as failure modes, acting as target classes to be predicted from the selected feature set derived from the sensors. To enhance generalization, multi-class classification is achieved through a two-step framework 64. This involves using the chosen feature set to detect the failure mode in the first step as part of binary classification. Following this, the already selected features are used in the second step for fault diagnosis through multi-class classification.
The selected feature set is used to train different classifiers for binary classification, namely support vector machine, random forest, decision tree, and KNN from MATLAB’s classification learner app, where the random forest is selected as the best-performing classifier based on the accuracy results from \(k\)-fold cross-validation. The performance of the models is verified using evaluation matrices. Only process- and condition-monitoring sensors in combination achieve the required performance. Deviation from set quality tolerances is a primary trigger for machine maintenance. The severity of quality deviation is selected as the decision-making criterion for maintenance.
Table 1. Sensor ratings based on top feature availability and installation cost 64.

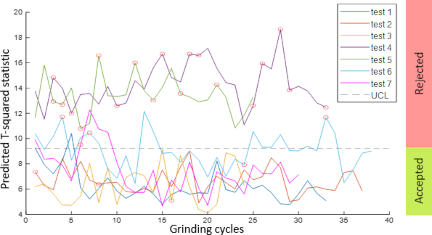
Fig. 11. Predicting the overall produced quality in test data through estimating \(t^{2}\) statistics. The dashed line represents the UCL threshold above which the quality is unacceptable. The red circle markers indicate the rejected rings according to quality criteria. Tests 1–7 refer to different introduced failure modes like workhead belt damage (2), unbalance work head (3), wrong setup drive plate (4), wrong workhead tooling setup (5), and worn ring support (6), where tests 1 and 7 were baseline tests (source: 65).
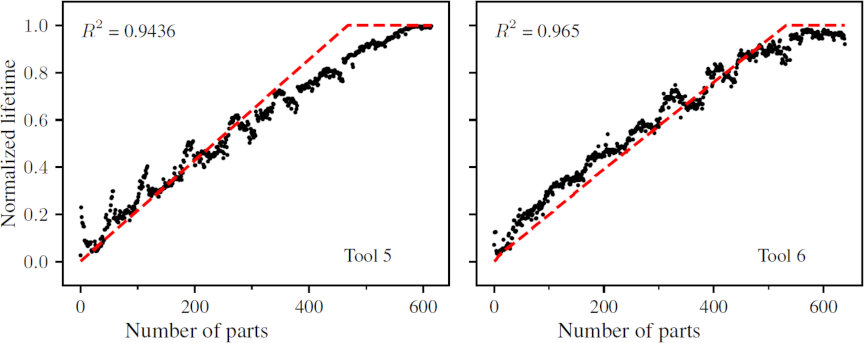
Fig. 12. Life time prediction with XGB-trained hybrid features (source: 43).
To train a decision-making model capable of estimating quality from sensor data, the model must be trained using quality labels. A single label for each measured ring is obtained using PCA, which transforms the multivariate quality parameters. The top six principal components, explaining over 95% of the data variance, are selected. The extracted quality labels 65 are then used to train random forest regression learners, allowing them to learn quality labels from the sensor data feature set. A preferred method of predicting quality involves the estimation of multivariate quality statistics, such as Hotelling’s \(T^{2}\) statistics, as shown in Fig. 11. The regression learner predicts the \(T^{2}\) value of the ground parts, and parts with a \(T^{2}\) value below the upper control limit (UCL) are considered to have acceptable quality. The UCL is calculated from the measured rings of baseline tests.
Integrating fault diagnosis with predicted quality outcomes enables the prediction of when maintenance actions need to be triggered (tests 4, 5, and 6). High accuracy in predicting overall quality increases the level of confidence in decision-making, even in the absence of specific information about the RUL of the machine or its components.
6.2. RUL Prediction
RUL is of the highest importance for predictive maintenance. In most cases of machine elements, it stays unknown until final failure occurs and to predict the failure development is much easier than to predict the RUL. The most important component to monitor for a functioning grinding process is the grinding wheel itself. Studies on grinding wheel condition monitoring, including IoT applications, are shown in 66,67,45. RUL prediction though requires an estimator for the remaining lifetime based on the status of the grinding wheel, which should be updated whenever new data of the status are available. Such updates are mostly missing in literature. A lifetime estimation for the optimization of grinding parameters is included in 68,69, but is not updated during operation. The on-machine in-process detection of grinding burn described in Section 5.1 can be utilized further for the prediction of the grinding wheel lifetime in the case of monolayer grinding wheels or the conditioning cycles for multi-layer grinding wheels. It must be pointed out though, that the grinding burn criterion as lifetime estimator is only working in comparison with diameter gauges that correct the positioning of the grinding wheel for diameter changes. The RUL estimation is possible because of the increase of heat release in the grinding zone due to dulling, which really ends the possibility of geometric correction. The end-of-life criterion in 43 is based on the emanation of heavy grinding burn as detected in Section 5.1. This criterion is completely arbitrary and might be seen as to require further restrictions. The lifetime is normalized from 0 at the beginning of life to 1 at the end of life.
Features are derived from different process signals as described in Section 5.1. A hybrid feature set is obtained through the evaluation of a surrogate model of the grinding process. Additional engineered features such as the specific grinding energy \(e_{c}\), the average undeformed chip thickness \(h_{cu}\), and the geometrical contact length \(l_{g}\) are used together with signal-based features. The process considered was plunge grinding with different grinding wheels on C45E. For the prediction of the lifetime parameter \(\in[0, 1]\), a DSS model and extreme gradient boosting (XGB) are compared so that recurrent neural network and tree-based methods could be evaluated against each other.
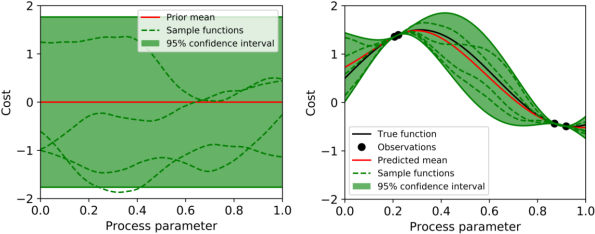
Fig. 13. Illustration of Gaussian process regression. (Left) uncertainty range (green) as first guess and possible cost functions. (Right) shrunk uncertainty range after three measurements (source: 72).
Figure 12 shows two different tools in comparison to the measured lifetime of the grinding wheel as a dashed red line and the predictions of the lifetime parameter for each number of parts based on the defined hybrid features. It also shows that tool 5 would be replaced later than optimal based on the lifetime predictions, while for tool 6 predictions and the real end of life fit fairly well. The DSS model achieves a better score for the hybrid features but at the expense of much longer training times. The estimation of feature importance shows as expected that the part count is the most important feature. For the hybrid model this is followed by \(e_{c}\). Of importance besides signal-based features is also the estimated lifetime from the physics-based wear model.
Lifetime estimations of tools are most important for predictive maintenance. While here as an example a solution for a special repetitive grinding process with a monolayer grinding wheel is presented, this needs to be extended to other processes, different grinding wheel types, and especially to changing grinding tasks. For other grinding wheels the dressing cycle can be predicted, but this also requires RUL prediction for the dressing tool. RUL prediction of other machine elements in grinding machines is also required. Some attempts have been made for spindles, ball screw drives, bearings, and guideways, where sufficient databases exist, although prediction accuracy remains insufficient.
7. Autonomous Grinding Parameter Selection
Combining Bayesian optimization with Gaussian process models offers an autonomous approach that emulates the decision-making of human experts. In this context, Gaussian process models are used for modeling and Bayesian optimization is used for experiment selection. Since the method is based on Bayesian inference, it is inherently possible to incorporate expert knowledge to reduce the number of experiments. For example, in 70 different forms of expert knowledge were utilized to find optimal turning parameters. Another advantage is that Gaussian process models do provide uncertainty estimations of the prediction. The uncertainty is a combination of irreducible noise, measurement uncertainty, and uncertainty due to missing data. This property is especially useful for cases where only a few data points are available. Methods for determining optimal parameters of the model such as genetic algorithms have become less important because computation power has increased drastically in recent years.
Gaussian process models can be used to model the relationships between inputs and outputs. The inputs are typically the grinding parameters to be optimized, such as cutting speed and feed rate. The outputs are the optimization objectives and constraints. According to 71, a Gaussian process can be viewed as a distribution over functions, and consists of a collection of random variables, with each finite subset having a multivariate Gaussian distribution. An illustration of a Gaussian process is shown in Fig. 13. The Gaussian process is fully described by a mean function (red line) and a covariance function. Expert knowledge can be encoded in the mean function and the parametrization of the covariance function. For example, in 70 the Taylor equation was included as the mean function to model tool wear during turning. In the absence of such information, a zero mean function is often chosen, as shown in Fig. 13. The covariance function mainly determines the characteristics of the individual functions. Alternatively, this selection can be based on available experiments by maximizing the marginal log-likelihood as described in 71. Fig. 13 shows four sample functions. It can be seen that different functions can result from the same Gaussian process. Typically, one is not interested in the sample functions, but in the distribution over all functions. In Fig. 13, the distribution is represented by the mean and the 95% confidence interval.
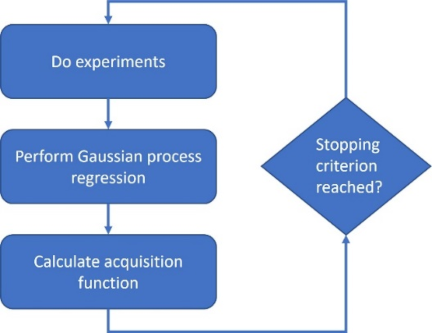
Fig. 14. Bayesian optimization flowchart.
Using Bayesian inference, the Gaussian process prior can be combined with the available measurements to compute a posterior distribution. This is commonly referred to as Gaussian process regression. A resulting posterior distribution is shown on the right-hand side of Fig. 13. It can be seen that the uncertainty is small close to the measurements and the uncertainty is larger further away from the measurements. Thus, the Gaussian process regression encodes not only the measurement uncertainty, but also the uncertainty due to missing experiments. This property is in contrast to many other models such as neural networks or regression models. The three measurements shown on the right-hand side of Fig. 13 shrink the uncertainty (green range) over the entire measurement range. At the observation points, the measurement uncertainty defines the width of the green area.
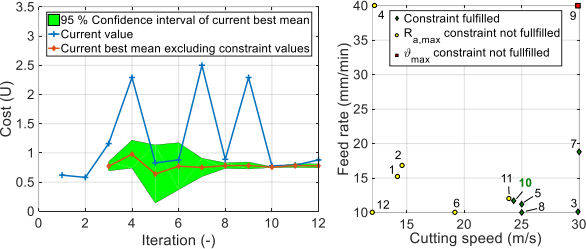
Fig. 15. Bayesian optimization for plunge face grinding of tungsten carbide inserts (source: 68,72).
Figure 14 shows a flowchart of Bayesian optimization. The Bayesian optimization is started by performing some initial experiments. These experiments can be selected based on prior knowledge or performed for random grinding parameters. However, it is very important to measure parameters such as wear and perhaps other results in order to quantify the grinding costs, which shall be minimized. In addition to measuring grinding costs, it is also necessary to measure whether or not the quality requirements of the workpiece are met. After some trials, a Gaussian process regression can be performed. Based on the Gaussian process regression model, an acquisition function can be calculated. The acquisition function tells how informative it is to run the next trial with certain grinding parameters. Therefore, in Bayesian optimization, the next trial is recommended for grinding parameters that maximize the acquisition function. In the literature, there are several methods to calculate an acquisition function. An overview of the different acquisition functions can be found in 73. However, for most acquisition functions there is a trade-off between exploration (testing with parameters with uncertain results) and exploitation (testing with parameters that probably lead to minimal costs). In principle, Bayesian optimization can be performed with an infinite number of trials. However, for practical reasons, a stopping criterion is often chosen to stop the optimization. A detailed overview of stopping criteria can be found in 72.
Figure 15 shows the application of Bayesian optimization to plunge face grinding of tungsten carbide inserts as demonstrated in 68,72. In this study, the optimization objective was to minimize the production cost while meeting surface roughness and temperature requirements. The objective function, the acquisition function, the kernel function for the Gaussian model, and the constraint formulation are provided in detail in 72. In Fig. 15, it can be seen that the current minimal cost (red curve) fluctuates initially but stabilizes as more measurements become available. In this study, the optimization was stopped after 12 experiments based on the chosen stopping criterion.
8. Autonomous Storage of Process Knowledge
The vision of an autonomous self-learning grinding machine needs to include process knowledge as self-learning models in order to perform a successful production 74. The self-learning ability is crucial to encounter the constantly changing production with federated learning, including new process relations, which have to be depicted by the models. Because of their ability to map even complex and comprehensive processes, the automatic generation and evaluation of machine learning models has frequently been researched 75,76. Nevertheless, even a machine learning model is not able to depict the whole complexity of multiple processes with different process parameters. Therefore, sometimes multiple models are necessary to depict the process relations. In the following, the limits of data-based modeling due to the complexity a model can include are specifically focused. To visualize this limit, Fig. 16 depicts three synthetically generated datasets independent of machining processes. The data were provided by scaled trigonometric functions, with added noise.
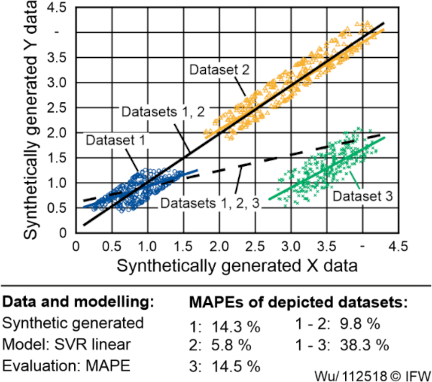
Fig. 16. Limited complexity of linear support vector machines.
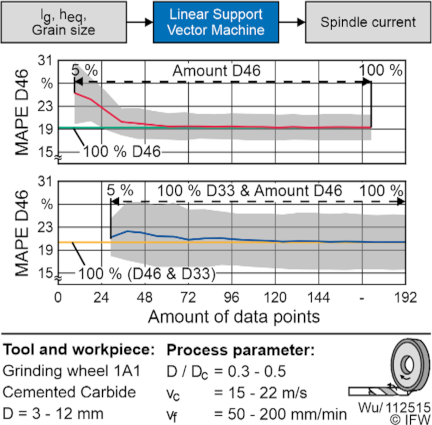
Fig. 17. Differing data influencing the quality of a common model.
Support vector regression (SVR) models were used to train the trigonometric relations with various dataset combinations. The prediction quality is evaluated using the mean absolute percentage error (MAPE), which is 0% for a perfect model 77. Combining datasets 1 and 2 in Fig. 16 results in a model quality between those obtained from the individual datasets. Because all datasets have the same size, the 5.8% MAPE of dataset 2 is approximately averaged with the higher MAPE of dataset 1. This effect cannot be observed for the combination of all three datasets. Due to the inauspicious location of dataset 3, the MAPE is even greater when compared to the single datasets’ MAPEs. A possible solution is clustering the whole dataset into two subsets with one model each, instead of one model including all the data. One cluster with dataset 3 and another cluster including datasets 1 and 2 yield a compromise with fewer models and higher model quality, despite the included data complexity.
With every new workpiece geometry, workpiece material, or grinding wheel specification, the necessary process knowledge in grinding increases. For this reason, a dynamically growing number of process models are needed to enable autonomous process planning and manufacturing. To define dataset clusters for modeling, it is necessary to know about the data influencing the model quality.
Regarding process planning of complex grinding operations, such as tool grinding in the production of cemented carbide tools, experienced employees are essential to evaluate situations, data and, prediction models 78. Fig. 17 presents the model quality for the spindle current during a helical flute grinding process of drilling tools out of cemented carbide. The data include different feed rates (v\(_{f}\)), cutting speeds (v\(_{c}\)), and changing relations between the outer diameter (D) and the core diameter (D\(_{C}\)). A grinding wheel with diamond grains of the size D46 is engaging a workpiece with 10% cobalt (D46T10). In the upper graph, with an increasing amount of data points for the combination D46T10 (starting with 5%), a mostly constant model quality is already achieved using 30 data points. Including 60 data points, the final modeling quality is reached (green line in Fig. 17). This result shows that at least 30 observations are necessary in order to obtain an SVM regression model for helical flute grinding processes with an acceptable model quality, as was also found for milling processes in 79.
For the lower graph of Fig. 17, additional data with a different grain size (D33) were used to train the model. Due to this variance, there was a base of 30 data points, which was consecutively increased by the D46T10 data (starting with 5% of the D46 data points). Even with these additional 30 data points of D33T10, the final model quality of D46T10 values was first reached with about 110 data points (30 out of D33T10 and 80 out of D46T10) in terms of the mean value. The modeling complexity in the lower graph was too high, thereby preventing the final model quality from being achieved before the 110th data point. In addition to the mean value, model variance was also affected by additional D33T10 data. This is visible in the resulting range of variation of the MAPE, which doubles independently of the ratio of the data points from D33T10 to D46T10. This shows a crucial influence of the training datasets’ composition on the model quality. With this knowledge, a roadmap in the form of a stage model towards automatic clustering with continuously acceptable model qualities is feasible. To automate the clustering approach, both the generation and the evaluation of the clusters must be considered. The cluster generation can be divided into expert-based and automated procedures. For the latter, various algorithms such as hierarchical or density-based clustering are applicable. In addition, a trigger is required to define whether a re-clustering of all data is required when new data are added. The trigger can be based either on production factors or on model quality. Using a factor-related trigger, a re-clustering is caused by a new factor or by a new factor level, which is not varied in the previous dataset. As a factor, every production parameter, such as feed rate, cutting speed, or grinding wheel grain size, can be used. To use the model quality as trigger, a threshold must be defined. If the existing model clusters are not able to achieve this threshold with the additional data, a re-clustering is triggered. All these influences are depicted in Fig. 18 as a roadmap towards an automated clustering in grinding processes.
The presented approach enables an automated clustering of data to generate high-quality process models despite dynamically growing datasets in an autonomously operating machine. To extract this process knowledge out of the data, it is crucial to receive the data in a reliable and continuous way.
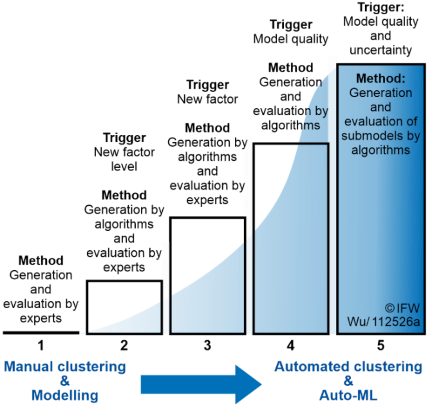
Fig. 18. Stage model towards an autonomous clustering.
9. Conclusion
Artificial intelligence in grinding is not a new invention. However, due to the complexity of the grinding process, the rapid increase of computational power, and the development of Industry 4.0 ideas of unlimited accessibility of data and information, as well as the idea of bio-intelligent manufacturing systems, the momentum for investigating and applying artificial intelligence has drastically increased within the past five years. Nevertheless, in most cases, AI is limited to some kind of neural networks. A concept of an intelligent grinding machine is presented to show the different aspects of AI applications in grinding. The vision of an “operator-integrated” system proposes a new sharing of tasks between the machine and the human operator. The machine shall operate increasingly autonomously. This means that it has to cope with the full complexity of the grinding process under all circumstances. Besides the technical setup, increased and interconnected sensory process monitoring and state checkup, an intelligent, self-learning expert system acts as a vault of experience. Together with an inference machine, it provides new knowledge out of the experience data. Because human operators act as teachers of the system, it must handle unproven or estimated inputs and assign an index of reliability or truth value to every piece of information it processes. Searching the database of the expert system, providing the nearest application cases to a new task and even proposing for this task the best suited process parameters, while the human operator with their background knowledge still decides, is a first step in the direction of autonomy. Three different sources of information need to be taken into account: the information from sensors, the information stream from other machines, and the human operators. In addition, a connection to the MES of the factory must be secured. Solutions for individual tasks for this operator-integrated machine are provided as examples and show that a huge number of individual tasks need to be solved on the path towards a bio-intelligent system. In future, combining the different applications into one unique system and validating the concept while demonstrating economic and ecological superiority of bio-intelligent machines is required. State monitoring of the machine as well as its components and self-adaptation to new situations, process development, and process monitoring have been discussed as parts of the system. It reveals that different AI tools are needed to fulfill the different tasks associated with autonomous grinding and that the different elements of intelligent grinding are closely intertwined. Especially in the context of growing data sets due to changing manufacturing tasks, AI-based cluster algorithms show great potential to meet the self-learning aspect of autonomous grinding.
Autonomous systems with self-learning capabilities can simplify complex tasks, while predictive maintenance can be integrated into intelligent machines because the available process monitoring is a key indicator also for necessary maintenance, enabling predictive control functions and advanced features. As digital capabilities continue to evolve, new opportunities for business models and the implementation of technologies like blockchain and distributed ledgers are on the horizon.
- [1] E. Brinksmeier, J. C. Aurich, E. Govekar, C. Heinzel, H. W. Hoffmeister, F. Klocke, J. Peters, R. Rentsch, D. J. Stephenson, E. Uhlmann, K. Weinert, and M. Wittmann, “Advances in modeling and simulation of grinding processes,” CIRP Annals, Vol.55, No.2, pp. 667-696, 2006. https://doi.org/10.1016/j.cirp.2006.10.003
- [2] K. Wegener, F. Bleicher, P. Krajnik, H. W. Hoffmeister, and C. Brecher, “Recent developments in grinding machines,” CIRP Annals, Vol.66, No.2, pp. 779-802, 2017. https://doi.org/10.1016/j.cirp.2017.05.006
- [3] B. Azarhoushang and H. Kitzig-Frank, “Der Grinding Expert – Zukunft der Schleiftechnologie,” H. W. Hoffmeister and B. Denkena (Eds.), “Jahrbuch Schleifen, Honen, Läppen und Polieren: Verfahren und Maschinen,” Vol.70, pp. 96-104, Vulkan Verlag, 2023 (in German).
- [4] P. Krajnik, R.Drazumeric, J. Badger, and F. Hashimoto, “Cycle optimization in cam-lobe grinding for high productivity,” CIRP Annals, Vol.63, No.1, pp. 333-336, 2014. https://doi.org/10.1016/j.cirp.2014.03.036
- [5] S. Venk, R. Govind, and M. E. Merchant, “An expert system approach to optimization of the centerless grinding process,” CIRP Annals, Vol.39, No.1, pp. 489-492, 1990. https://doi.org/10.1016/S0007-8506(07)61103-2
- [6] J. Wang, Y. Tian, X. Hu, Z. Fan, J. Han, and Y. Liu, “Development of grinding intelligent monitoring and big data-driven decision making expert system towards high efficiency and low energy consumption: Experimental approach,” J. of Intelligent Manufacturing, Vol.35, Issue 3, pp. 1013-1035, 2023. https://doi.org/10.1007/s10845-023-02089-1
- [7] R. J. Sternberg, “Development of intelligence,” Encyclopaedia Britannica, 2025. https://www.britannica.com/science/human-intelligence-psychology/Development-of-intelligence [Accessed June 21, 2023]
- [8] G. N. Saridis, “Hierarchically intelligent machines,” World Scientific Publishing, 2001.
- [9] S. L. Andresen, “John McCarthy: Father of AI,” IEEE Intelligent Systems, Vol.17, No.5, pp. 84-85, 2002. https://doi.org/10.1109/MIS.2002.1039837
- [10] G. Alden, “Operation of grinding wheels in machine grinding,” Trans. of the ASME, Vol.36, pp. 451-460, 1914. https://doi.org/10.1115/1.4059851
- [11] W. R. Backer and M. E. Merchant, “On the basic mechanics of the grinding process,” Trans. of the ASME, Vol.80, No.1, pp. 141-146, 1958. https://doi.org/10.1115/1.4012287
- [12] J. Peklenik, “Contribution to the correlation theory for the grinding process,” J. of Engineering for Industry, Vol.86, No.2, pp. 85-94, 1964. https://doi.org/10.1115/1.3670496
- [13] I. Grabec and E. Kuljanić, “Characterization of manufacturing processes based upon acoustic emission analysis by neural networks,” CIRP Annals, Vol.43, No.1, pp. 77-80, 1994. https://doi.org/10.1016/S0007-8506(07)62168-4
- [14] W. B. Rowe, L. Yan, I. Inasaki, and S. Malkin, “Applications of artificial intelligence in grinding,” CIRP Annals, Vol.43, No.2, pp. 521-531, 1994. https://doi.org/10.1016/S0007-8506(07)60498-3
- [15] F. Gaegauf, “Technologie schafft Wettbewerbsvorteile,” Schweizer Präzisionstechnik, pp. 26-28, 2011 (in German).
- [16] Reishauer AG, “ARGUS Monitoring System – Broschüre,” Reishauer AG, 2023. https://www.reishauer.com/fileadmin/Dateiliste/Technologie/ARGUS/brochure_argus_de_web.pdf [Accessed September 24, 2024]
- [17] J. Badger, H. Wyman, and F. Hashimoto, “A unified approach to traverse dressing with radiused diamond tools,” CIRP Annals, Vol.73, No.1, pp. 245-248, 2024. https://doi.org/10.1016/j.cirp.2024.04.029
- [18] R. Drazumeric, J. Badger, R. Roininen, and P. Krajnik, “On geometry and kinematics of abrasive processes: The theory of aggressiveness,” Int. J. of Machine Tools and Manufacture, Vol.154, Article No.103567, 2020. https://doi.org/10.1016/j.ijmachtools.2020.103567
- [19] G. Byrne, O. Damm, L. Monostori, R. Teti, F. van Houten, K. Wegener, R. Wertheim, and F. Sammler, “Towards high performance living manufacturing systems – A new convergence between biology and engineering,” CIRP J. of Manufacturing Science and Technology, Vol.34, pp. 6-21, 2021. https://doi.org/10.1016/j.cirpj.2020.10.009
- [20] H. C. Möhring, P. Wiederkehr, K. Erkorkmaz, and Y. Kakinuma, “Self-optimizing machining systems,” CIRP Annals, Vol.69, No.2, pp. 740-763, 2020. https://doi.org/10.1016/j.cirp.2020.05.007
- [21] L. Lv, Z. Deng, T. Liu, Z. Li, and W. Liu, “Intelligent technology in grinding process driven by data: A review,” J. of Manufacturing Processes, Vol.58, pp. 1039-1051, 2020. https://doi.org/10.1016/j.jmapro.2020.09.018
- [22] V. Pandiyan, S. Shevchik, K. Wasmer, S. Castagne, and T. Tjahjowidodo, “Modeling and monitoring of abrasive finishing processes using artificial intelligence techniques: A review,” J. of Manufacturing Processes, Vol.57, pp. 114-135, 2020. https://doi.org/10.1016/j.jmapro.2020.06.013
- [23] T. Kaufmann, S. Sahay, P. Niemietz, D. Trauth, W. Maaß, and T. Bergs, “AI-based framework for deep learning applications in grinding,” 2020 IEEE 18th World Symp. on Applied Machine Intelligence and Informatics, pp. 195-200, 2020. https://doi.org/10.1109/SAMI48414.2020.9108743
- [24] T. Gittler, “Data acquisition and data analytics or prognostics and health management in machine tools,” Ph.D. thesis, No.28940, ETH Zürich, 2023.
- [25] P. Renggli and T. Waefler, “Why do or don’t you provide your knowledge to an AI?,” Artificial Intelligence and Social Computing, Vol.122, pp. 1-9, 2024. https://doi.org/10.54941/ahfe1004636
- [26] W. X. Ng, H. K. Chan, W. K. Teo, and I. M. Chen, “Capturing the tacit knowledge of the skilled operator to program tool paths and tool orientations for robot belt grinding,” The Int. J. of Advanced Manufacturing Technology, Vol.91, No.5, pp. 1599-1618, 2017. https://doi.org/10.1007/s00170-016-9813-8
- [27] P. Krajnik, K. Wegener, T. Bergs, and A. Shih, “Advances in modeling of fixed-abrasive processes,” CIRP Annals, Vol.73, No.2, pp. 589-614, 2024. https://doi.org/10.1016/j.cirp.2024.05.001
- [28] S. Fattahi, B. Azarhoushang, and H. Kitzig-Frank, “Knowledge-based adaptive design of experiments (KADoE) for grinding process optimization using an expert system in the context of Industry 4.0,” J. of Manufacturing and Materials Processing, Vol.9, No.2, Article No.6, 2025. https://doi.org/10.3390/jmmp9020062
- [29] H. Hong, Y. Yin, and X. Chen, “Ontological modeling of knowledge management for human–machine integrated design of ultra-precision grinding machine,” Enterprise Information Systems, Vol.10, No.9, pp. 970-981, 2016. https://doi.org/10.1080/17517575.2015.1071433
- [30] M. A. Musen, “The Protégé Project: A look back and a look forward,” AI Matters, Vol.1, No.4, pp. 4-12, 2015. https://doi.org/10.1145/2757001.2757003
- [31] M. Weiten, “OntoSTUDIO® as a ontology engineering environment,” J. Davies, M. Grobelnik, and D. Mladenić (Eds.), “Semantic Knowledge Management: Integrating Ontology Management, Knowledge Discovery, and Human Language Technologies,” pp. 51-60, Springer, 2009. https://doi.org/10.1007/978-3-540-88845-1_5
- [32] H. Hong and Y. Yin, “Ontology-based human–machine integrated design method for ultra-precision grinding machine spindle,” J. of Industrial Information Integration, Vol.2, pp. 1-10, 2016. https://doi.org/10.1016/j.jii.2016.04.003
- [33] Q. Wang, X. Chen, Y. Yin, and J. Lu, “Ontology-based coupled optimization design method using state-space analysis for the spindle box system of large ultra-precision optical grinding machine,” Enterprise Information Systems, Vol.11, No.7, pp. 1105-1118, 2017. https://doi.org/10.1080/17517575.2015.1062920
- [34] C. Huang, H. Cai, L. Xu, B. Xu, Y. Gu, and L. Jiang, “Data-driven ontology generation and evolution towards intelligent service in manufacturing systems,” Future Generation Computer Systems, Vol.101, pp. 197-207, 2019. https://doi.org/10.1016/j.future.2019.05.075
- [35] Q. Cao, F. Giustozzi, C. Zanni-Merk, F. de Bertrand de Beuvron, and C. Reich, “Smart condition monitoring for industry 4.0 manufacturing processes: An ontology-based approach,” Cybernetics and Systems, Vol.50, No.2, pp. 82-96, 2019. https://doi.org/10.1080/01969722.2019.1565118
- [36] N. Fathallah, A. Das, S. De Giorgis, A. Poltronieri, P. Haase, and L. Kovriguina, “NeOn-GPT: A large language model-powered pipeline for ontology learning,” Extended Semantic Web Conf., 2024.
- [37] C. Brecher, P. Hirsch, and M. Weck, “Compensation of thermo-elastic machine tool deformation based on control internal data,” CIRP Annals, Vol.53, No.1, pp. 299-304, 2004.
- [38] M. Mareš, O. Horejš, and L. Havlík, “Thermal error compensation of a 5-axis machine tool using indigenous temperature sensors and CNC integrated Python code validated with a machined test piece,” Precision Engineering, Vol.66, pp. 21-30, 2020. https://doi.org/10.1016/j.precisioneng.2020.06.010
- [39] J. Mayr, P. Blaser, A. Ryser, and P. Hernandez-Becerro, “An adaptive self-learning compensation approach for thermal errors on 5-axis machine tools handling an arbitrary set of sample rates,” CIRP Annals, Vol.67, No.1, pp. 551-554, 2018. https://doi.org/10.1016/j.cirp.2018.04.001
- [40] N. Zimmermann, T. Büchi, J. Mayr, and K. Wegener, “Self-optimizing thermal error compensation models with adaptive inputs using Group-LASSO for ARX-models,” J. of Manufacturing Systems, Vol.64, pp. 615-625, 2022. https://doi.org/10.1016/j.jmsy.2022.04.015
- [41] B. Botcha, V. Rajagopal, and S. Bukkapatnam, “Process-machine interactions and a multi-sensor fusion approach to predict surface roughness in cylindrical plunge grinding process,” Procedia Manufacturing, Vol.26, pp. 700-711, 2018. https://doi.org/10.1016/j.promfg.2018.07.080
- [42] M. Barandas, D. Folgado, L. Fernandes, S. Santos, M. Abreu, P. Bota, H. Liu, T. Schultz, and H. Gamboa, “TSFEL: Time series feature extraction library,” SoftwareX, Vol.11, Article No.100456, 2020. https://doi.org/10.1016/j.softx.2020.100456
- [43] E. Sauter, “Detection and avoidance of thermal damage for high-performance metal grinding processes using hybrid machine learning models,” Ph.D. thesis, No.29055, ETH Zürich, 2023.
- [44] E. Sauter, E. Sarikaya, M. Winter, and K. Wegener, “In-process detection of grinding burn using machine learning,” The Int. J. of Advanced Manufacturing Technology, Vol.115, No.7, pp. 2281-2297, 2021. https://doi.org/10.1007/s00170-021-06896-9
- [45] S. Mahata, P. Shakya, and N. Babu, “A robust condition monitoring methodology for grinding wheel wear iIdentification using Hilbert-Huang Transform,” Precision Engineering, Vol.70, pp. 77-91, 2021. https://doi.org/10.1016/j.precisioneng.2021.01.009
- [46] P. Sachin Krishnan and K. Rameshkumar, “Grinding wheel condition prediction with discrete hidden Markov model using acoustic emission signature,” Materials Today: Proc., Vol.46, pp. 9168-9175, 2021. https://doi.org/10.1016/j.matpr.2019.12.428
- [47] R. Kuppuswamy, F. Jani, S. Naidoo, and Q. De Jongh, “A study on intelligent grinding systems with industrial perspective,” Int. J. of Advanced Manufacturing Technology, Vol.115, pp. 3811-3827, 2021. https://doi.org/10.1007/s00170-021-07315-9
- [48] H. Hübner, M. Duarte, and R. Da Silva, “Automatic grinding burn recognition based on time-frequency analysis and convolutional neural networks,” Int. J. of Advanced Manufacturing Technology, Vol.110, pp. 1833-1849, 2020. https://doi.org/10.1007/s00170-020-05902-w
- [49] J. S. Kwak and M. K. Ha, “Detection of dressing time using the grinding force signal based on the discrete wavelet decomposition,” Int. J. of Advanced Manufacturing Technology, Vol.23, Nos.1-2, pp. 87-92, 2004. https://doi.org/10.1007/s00170-003-1556-7
- [50] R. Neto, M. Marchi, C. Martins, P. R. Aguiar, and E. Bianchi, “Monitoring of grinding burn by AE and vibration signals,” Proc. of 6th Int. Conf. on Agents and Artificial Intelligence, pp. 272-279, 2014.
- [51] W. Saxler, “Erkennung von Schleifbrand durch Schallemissionsanalyse,” VDI-Verlag, 1997 (in German).
- [52] E. P. Frigieri, P. H. S. Campos, A. P. Paiva, P. P. Balestrassi, J. R. Ferreira, and C. A. Ynoguti, “A mel-frequency cepstral coefficient-based approach for surface roughness diagnosis in hard turning using acoustic signals and gaussian mixture models,” Applied Acoustics, Vol.113, pp. 230-237, 2016. https://doi.org/10.1016/j.apacoust.2016.06.027
- [53] Z. Yang, Z. Yu, H. Wu, and D. Chang, “Laser-induced thermal damage detection in metallic materials via acoustic emission and ensemble empirical mode decomposition,” J. of Materials Processing Technology, Vol.214, pp. 1617-1626, 2014. https://doi.org/10.1016/j.jmatprotec.2014.03.009
- [54] B. Botcha, A. Iquebal, and S. Bukkapatnam, “Efficient manufacturing processes and performance qualification via active learning: Application to a cylindrical plunge grinding platform,” Procedia Manufacturing, Vol.53, pp. 716-725, 2021. https://doi.org/10.1016/j.promfg.2021.06.070
- [55] Y. Zhang, G. Xiao, J. Ma, H. Gao, B. Zhu, and Y. Huang, “A hybrid approach of process reasoning and artificial intelligence-based intelligent decision system framework for fatigue life of belt grinding,” Int. J. of Advanced Manufacturing Technology, Vol.130, pp. 311-328, 2024. https://doi.org/10.1080/00207543.2021.2010144
- [56] A. Heng, S. Zhang, A. C. C. Tan, and J. Mathew, “Rotating machinery prognostics: State of the art, challenges and opportunities,” Mechanical Systems and Signal Processing, Vol.23, No.3, pp. 724-739, 2009. https://doi.org/10.1016/j.ymssp.2008.06.009
- [57] A. K. S. Jardine, D. Lin, and D. Banjevic, “A review on machinery diagnostics and prognostics implementing condition-based maintenance,” Mechanical Systems and Signal Processing, Vol.20, No.7, pp. 1483-1510, 2006. https://doi.org/10.1016/j.ymssp.2005.09.012
- [58] K. F. Martin, “A review by discussion of condition monitoring and fault diagnosis in machine tools,” Int. J. of Machine Tools and Manufacture, Vol.34, No.4, pp. 527-551, 1994. https://doi.org/10.1016/0890-6955(94)90083-3
- [59] K. Wegener, H. W. Hoffmeister, B. Karpuschewski, F. Kuster, W. C. Hahmann, and M. Rabiey, “Conditioning and monitoring of grinding wheels,” CIRP Annals, Vol.60, No.2, pp. 757-777, 2011. https://doi.org/10.1016/j.cirp.2011.05.003
- [60] J. Leukel, J. González, and M. Riekert, “Adoption of machine learning technology for failure prediction in industrial maintenance: A systematic review,” J. of Manufacturing Systems, Vol.61, pp. 87-96, 2021. https://doi.org/10.1016/j.jmsy.2021.08.012
- [61] H. N. Teixeira, I. Lopes, and A. C. Braga, “Condition-based maintenance implementation: A literature review,” Procedia Manufacturing, Vol.51, pp. 228-235, 2020. https://doi.org/10.1016/j.promfg.2020.10.033
- [62] M. Ahmer, P. Marklund, M. Gustafsson, and K. Berglund, “An implementation framework for condition-based maintenance in a bearing ring grinder,” Procedia CIRP, Vol.107, pp. 746-751, 2022. https://doi.org/10.1016/j.procir.2022.05.056
- [63] M. Ahmer, F. Sandin, P. Marklund, M. Gustafsson, and K. Berglund, “A unified approach towards performance monitoring and condition-based maintenance in grinding machines,” Procedia CIRP, Vol.93, pp. 1388-1393, 2020. https://doi.org/10.1016/j.procir.2020.04.094
- [64] M. Ahmer, F. Sandin, P. Marklund, M. Gustafsson, and K. Berglund, “Failure mode classification for condition-based maintenance in a bearing ring grinding machine,” The Int. J. of Advanced Manufacturing Technology, Vol.122, No.3, pp. 1479-1495, 2022. https://doi.org/10.1007/s00170-022-09930-6
- [65] M. Ahmer, F. Sandin, P. Marklund, M. Gustafsson, and K. Berglund, “Using multivariate quality statistic for maintenance decision support in a bearing ring grinder,” Machines, Vol.10, No.9, Article No.794, 2022. https://doi.org/10.3390/machines10090794
- [66] K. Kannan and N. Arunachalam, “A digital twin for grinding wheel: An information sharing platform for sustainable grinding process,” J. of Manufacturing Science and Engineering, Vol.141, No.2, Article No.021015, 2018. https://doi.org/10.1115/1.4042076
- [67] C. H. Lee, J. S. Jwo, H. Y. Hsieh, and C. S. Lin, “An intelligent system for grinding wheel condition monitoring based on machining sound and deep learning,” IEEE Access, Vol.8, pp. 58279-58289, 2020. https://doi.org/10.1109/ACCESS.2020.2982800
- [68] M. Maier, A. Rupenyan, C. Bobst, and K. Wegener, “Self-optimizing grinding machines using Gaussian process models and constrained Bayesian optimization,” The Int. J. of Advanced Manufacturing Technology, Vol.108, No.1, pp. 539-552, 2020. https://doi.org/10.1007/s00170-020-05369-9
- [69] C. Nametala, A. Souza, B. Pereira Júnior, and E. Da Silva, “A simulator based on artificial neural networks and NSGA-II for prediction and optimization of the grinding process of superalloys with high performance grinding wheels,” CIRP J. of Manufacturing Science and Technology, Vol.30, pp. 157-173, 2020. https://doi.org/10.1016/j.cirpj.2020.05.004
- [70] M. Maier, H. Kunstmann, R. Zwicker, A. Rupenyan, and K. Wegener, “Autonomous and data-efficient optimization of turning processes using expert knowledge and transfer learning,” J. of Materials Processing Technology, Vol.303, Article No.117540, 2022. https://doi.org/10.1016/j.jmatprotec.2022.117540
- [71] C. E. Rasmussen and C. K. I. Williams, “Gaussian processes for machine learning,” MIT Press, 2006.
- [72] M. Maier, “Autonomous parameter selection of manufacturing processes with applications in grinding and turning,” Ph.D. thesis, No.28002, ETH Zürich, 2022.
- [73] B. Shahriari, K. Swersky, Z. Wang, R. P. Adams, and N. de Freitas, “Taking the human out of the loop: A review of Bayesian optimization,” Proc. of the IEEE, Vol.104, No.1, pp. 148-175, 2016. https://doi.org/10.1109/JPROC.2015.2494218
- [74] M.-A. Dittrich, “Autonome Werkzeugmaschinen – Definition, Elemente und technische Integration,” TEWISS Verlag, 2021 (in German).
- [75] B. Denkena, M. A. Dittrich, M. Lindauer, J. Mainka, and L. Stürenburg, “Using AutoML to optimize shape error prediction in milling processes,” Proc. of the Machining Innovations Conf., pp. 160-165, 2020. https://doi.org/10.2139/ssrn.3724234
- [76] J. Krüger, J. Fleischer, J. Franke, and P. Groche, “WGP Standpunkt: KI in der Produktion,” Wissenschaftliche Gesellschaft für Produktionstechnik e.V., 2019 (in German).
- [77] A. de Myttenaere, B. Golden, B. Le Grand, and F. Rossi, “Mean absolute percentage error for regression models,” Neurocomputing, Vol.192, pp. 38-48, 2016. https://doi.org/10.1016/j.neucom.2015.12.114
- [78] B. Denkena, M. A. Dittrich, V. Böß, M. Wichmann, and S. Friebe, “Self-optimizing process planning for helical flute grinding,” Production Engineering, Vol.13, No.5, pp. 599-606, 2019. https://doi.org/10.1007/s11740-019-00908-0
- [79] M.-A. Dittrich and F. Uhlich, “Self-optimizing compensation of surface deviations in 5-axis ball-end milling based on an enhanced description of cutting conditions,” CIRP J. of Manufacturing Science and Technology, Vol.31, pp. 224-232, 2020. https://doi.org/10.1016/j.cirpj.2020.05.013
This article is published under a Creative Commons Attribution-NoDerivatives 4.0 Internationa License.